Однооперационные прессы-автоматы.
Оборудование заводов пластмасс.
Часть 2
Кроме шиберного устройства для загрузки порошкообразного или гранулированного пресс-материала применяют загрузочные устройства шлангового типа. Эти устройства сложнее по конструкции и отличаются от описанных выше тем, что пресс-материал поступает в матрицу через гибкие шланги, подводимые к гнездам пресс-формы во время ее загрузки. При работе с таблетированным материалом используют питатели… Читать ещё >
Однооперационные прессы-автоматы. Оборудование заводов пластмасс. Часть 2 (реферат, курсовая, диплом, контрольная)
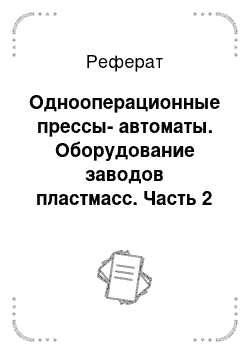
Однооперационный пресс-автомат рамного типа с питающим устройством шиберного типа (рис. 4.10) имеет станину 16, главный гидроцилиндр с плунжером 5, неподвижную 1 и подвижную 17 плиты. Гидропривод состоит из насоса с электродвигателем 7, резервуара 8 для масла, клапана предварительного заполнения 6, регулятора давления масла 9, панели управления 2, манометров 10 и главного выключателя 14. Пуансон и матрица на;

Рис. 4.10. Схема однооперационного пресса-автомата рамного типа.
греваются нагревательными элементами. Температура пуансона и матрицы регулируется микропроцессором 3 и выводится на дисплей 4. Питающее устройство состоит из бункера 18 и шиберной плиты 19, передвигающейся по горизонтальным направляющим 12, установленным над матрицей 11 пресс-формы.
Цикл работы пресса начинается с загрузки пресс-формы. Изделие прессуется при опускании плунжера с подвижной плитой и пуансоном. Цикл технологических операций контролируется микропроцессором. Готовые изделия выталкиваются из формы поршнем гидроцилиндра 15 через систему рычагов 13. Отпрессованные изделия захватываются специальным устройством и сбрасываются в тару.
Загрузка сыпучих пресс-материалов обычно осуществляется при помощи загрузчиков шиберного типа (рис. 4.11), имеющих загрузочные гнезда с регулируемым объемом. Прессуемый материал из бункера 4 попадает в питатель 5, в котором автоматически поддерживается постоянный уровень материала. Этим обеспечивается его равномерная загрузка в ячейки 6 шиберной плиты 2. Когда загрузчик находится под питателем 5, в его ячейки насыпается прессуемый материал. Затем загрузчик перемещается к прессформе 7. При этом шиберная плита 2 перекрывает окно питателя. При движении загрузчика относительно пресс-формы винт 3 сдвигается в сторону, давая возможность материалу из ячеек загрузчика высыпаться в гнезда формы. В загрузчике с прямоугольными ячейками (см. рис. 4.11, а) изменение объема каждой ячейки достигается смещением задней стенки 1. В загрузчике с круглыми ячейками 9 (см. рис. 4.11, б) одновременное изменение объема всех ячеек осуществляется вертикальным перемещением нижней шиберной плиты 11 при помощи винтов 10. Поэтому формуемые в разных гнездах изделия должны будут иметь одинаковую массу.
Кроме шиберного устройства для загрузки порошкообразного или гранулированного пресс-материала применяют загрузочные устройства шлангового типа. Эти устройства сложнее по конструкции и отличаются от описанных выше тем, что пресс-материал поступает в матрицу через гибкие шланги, подводимые к гнездам пресс-формы во время ее загрузки. При работе с таблетированным материалом используют питатели дискового или шиберного типа. Сферические таблетки диаметром до 25 мм загружают в бункер пресса, как и гранулированный материал.
Удаление отпрессованных изделий на прессах-автоматах, как уже было сказано, осуществляется без участия прессовщика. В случае изготовления изделий простой формы при выталкивании снизу изделия, поднятые над уровнем матрицы системой выталкивания, сбрасываются в тару при движении вперед шиберной.

Рис. 4.11. Схема дозаторов-загрузчиков шиберного типа с прямоугольными (а) и круглыми (6) ячейками.

Рис. 4.12. Схема устройства для удаления изделий из матрицы
плиты загрузчика. Для изделий более сложной формы при той же схеме выталкивания (рис. 4.12) после подъема пуансона 1 в зазор между матрицей 4 и изделием 2 вводится вилка 3 с прорезями для шпилек выталкивателя 5 (см. рис. 4.12, а). После опускания выталкивателя (см. рис. 4.12, б) изделие остается на вилке и удаляется из пространства между полуформами (см. рис. 4.12, в).
При схеме выталкивания изделий сверху последние сбрасываются на приемный лоток и по нему перемещаются в приемную тару.

Рис. 4.13. Схема однооперационного пресса-автомата колонного типа:

/ — нижняя плита; 2 — верхняя плита; 3— кожух концевого выключателя; 4 — устройство управления; 5 — привод; 6 — плунжер гидроцилиндра Современные прессы-автоматы выпускаются как рамного, так и колонного (рис. 4.13) типов. Конструкция станины пресса, как правило, зависит от двух факторов. Первый связан с необходимостью обслуживания процесса более чем с двух сторон; тогда предпочтение отдается колонной конструкции. Второй связан с тем, что различные прессостроительные предприятия могут отдавать предпочтение разной технологии изготовления станин.