Последовательность прохождения информации от чертежа к детали
Технологическая информация — это данные о технологии обработки, смене заготовок и инструмента, последовательности ввода их в работу, выборе и изменении режимов, включении в работу в определенной последовательности различных исполнительных органов станка, автоматическом измерении размеров обрабатываемой заготовки детали или инструмента и т. п. Типа MNC (Memory NC) или SNC (Stored NC… Читать ещё >
Последовательность прохождения информации от чертежа к детали (реферат, курсовая, диплом, контрольная)
На станках с ЧПУ выполняют обработку двух видов: контурную и позиционную.
Контурная обработка дает возможность получать поверхности переменного профиля, что характерно для фрезерных и токарных операций. Для корпусной детали — это обработка наружных и внутренних контуров, а также выборка колодцев.
Позиционная предназначена для получения поверхностей с повторяющимися геометрическими параметрами (например, отверстий) в различных стабильных позициях заготовки. Это главным образом сверлильные, резьбонарезные и расточные операции, а также фрезерные, предназначенные для обработки плоскостей.
Под программой управления станком понимается последовательность команд, обеспечивающих выполнение рабочими органами станка операций обработки заготовки детали. Программа содержит технологическую и геометрическую информацию.
Технологическая информация — это данные о технологии обработки, смене заготовок и инструмента, последовательности ввода их в работу, выборе и изменении режимов, включении в работу в определенной последовательности различных исполнительных органов станка, автоматическом измерении размеров обрабатываемой заготовки детали или инструмента и т. п.
Геометрическая информация — это данные о размерах отдельных элементов детали и инструмента, их положении относительно выбранного начала координат.
На рис. 21.11 приведена последовательность прохождения информации от чертежа к заготовке при формировании поверхностей детали на станках с ЧПУ.

Рис. 21.11. Последовательность прохождения информации от чертежа к детали.
Современные CAD/CAM системы позволяют одновременно с выбором и расчетом конструкции детали создавать рациональный технологический процесс ее получения с оперативной передачей его на ЧПУ станка. Более того, самые новейшие системы CNC позволяют вводить в память ЧПУ только конструкторские параметры исходной заготовки и готовой детали, а сам процесс обработки создается благодаря внутреннему программному обеспечению.
На основе чертежа детали и технологического процесса ее изготовления разрабатывают управляющую программу, которая содержит в цифровой форме в определенной последовательности данные о геометрии поверхности детали и технологии обработки ее заготовки.
Управляющая программа с помощью переносных компьютерных носителей информации или по внутренним сетям вводится в систему ЧПУ, которая состоит из двух основных частей: устройства ЧПУ и привода исполнительных органов. Устройство ЧПУ выполняют, как правило, в виде отдельного узла или панели, блоки привода встраивают в шкаф электрооборудования станка или устанавливают на самом станке. Функции, выполняемые устройством ЧПУ:
- • проведение необходимых расчетов, управление приводами подач станка и вспомогательными механизмами в соответствии с заданной программой;
- • прием, переработка и анализ информации от чувствительных элементов и датчиков;
- • коррекция положения режущего инструмента, числа оборотов шпинделя, скорости подачи и т. д.;
- • выведение зрительной и цифровой информации на дисплей и т. п.
В зависимости от уровня использования средств вычислительной техники системы ЧПУ классифицируют следующим образом:
- • типа NC (Numerical Control) — числовое программное управление, осуществляющее адресование команд, расчет некоторых элементов геометрии детали по жестко заданным алгоритмам, интерполяцию промежуточных точек по опорным, реализацию типовых циклов по жестко заданным алгоритмам, реализованным аппаратным способом. Информация в систему ЧПУ типа NC вводится с управляющей программы кадрами (порциями);
- • типа MNC (Memory NC) или SNC (Stored NC) — агрегатно-блочные системы ЧПУ типа NC, оснащенные дополнительным блоком оперативной памяти, позволяющим хранить информацию об управляющей программе. Программа в устройство ЧПУ вводится сразу, проверяется, а затем выдается для обработки кадрами. Емкость такой памяти составляет до 16 Кб (или 40 м перфоленты)[1];
- • типа CNC (Computer Numerical Control) — системы управления со встроенной микроЭВМ (микропроцессором) или промышленным компьютером и программной реализацией алгоритмов, которые записываются в постоянное запоминающее устройство при изготовлении устройства ЧПУ. Системы типа CNC имеют возможность формировать типовые циклы обработки применительно к различным технологическим задачам.
Программно-математическое обеспечение для реализации этой возможности хранится в постоянно перепрограммируемом запоминающем устройстве. Системы CNC позволяют программировать логику работы электроавтоматики силового оборудования станка, а также осуществлять ручное задание управляющей программы на пульте управления. Преимущество по сравнению с системами типа MNC — отсутствие необходимости в работе технолога-программиста. Структурная схема устройства ЧПУ типа CNC приведена на рис. 21.12. Современное оборудование поставляется только с системами CNC. Остальные системы уходят в историю.
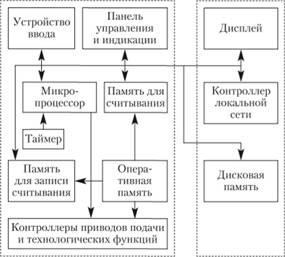
Рис. 21.12. Структурная схема устройства ЧНУ типа CNC.
- [1] В настоящее время системы NC и MNC морально устарели, не выпускаются и практически не используются.