Инструменты TQM.
Управление качеством
К инструментам контроля качества относятся: контрольный листок; гистограмма; диаграмма рассеивания; стратификация; диаграмма Парето; диаграмма Исикавы; контрольная карта. Основное назначение инструментов контроля качества продукции — контроль протекающего процесса и предоставление участнику процесса фактов для своевременной корректировки и улучшения процесса. Контрольный листок — инструмент для… Читать ещё >
Инструменты TQM. Управление качеством (реферат, курсовая, диплом, контрольная)
Инструменты контроля качества
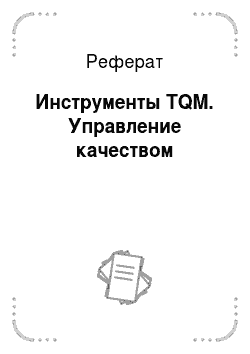
К инструментам контроля качества относятся: контрольный листок; гистограмма; диаграмма рассеивания; стратификация; диаграмма Парето; диаграмма Исикавы; контрольная карта. Основное назначение инструментов контроля качества продукции — контроль протекающего процесса и предоставление участнику процесса фактов для своевременной корректировки и улучшения процесса. Контрольный листок — инструмент для сбора данных и автоматического их упорядочения для облегчения дальнейшего использования собранной информации. Это бланк, на котором напечатаны контролируемые параметры, соответственно которым можно заносить данные с помощью элементов или простых символов. Гистограмма — это инструмент, позволяющий наглядно представить статистические данные, а также оценить закон их распределения.
Построение гистограммы осуществляется в следующей последовательности: — Сбор выборочных данных; - Вычисление выборочного размаха; - Расчет числа и длины интервала — Расчет среднего значения параметра; - Установление нижней и верхней границ допуска для показателя качества; - Построение графика интервального ряда.
Выборочный размах исчисляется как разница между максимальным и минимальным значениями параметров выборки:
R = xmax — xmin, (4.1).
где R — выборочный размах, xmax, xmin — соответственно максимальное и минимальное значения параметров выборки. Число созданных групп устанавливают по формуле Стерджеса:
k = 1 + 3,322 lg, (4.2).
где k — число созданных групп, N — число единиц совокупности. Размер интервала (h) рассчитывают по формуле:
h = R / k (4.3).
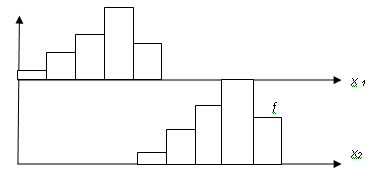
Рис. 4.1. Гистограмма распределения данных
Диаграмма Парето — инструмент, позволяющий распределить усилия для решения возникающих проблем и выявить основные причины дефектов, которые в наибольшей степени влияют на качество продукции. Диаграмма Парето — это обычная диаграмма, построенная по убыванию частоты возникновения событий. Графическое выделение основных причин возникновения проблемы помогает сосредоточить свои ресурсы на важнейших направлениях ее решения.
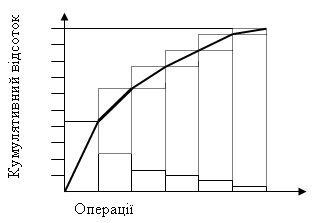
Рис. 4.2. Діаграма Парето
Различают два вида диаграммы Парето: — Диаграмма Парето «из причин» применяется для выявления главной из проблем качества, возникшей в процессе производства продукции — Диаграмма Парето «по результатам деятельности» используется для выявления главной из проблем и оценки ожидаемых результатов по качеству продукции. Диаграмма Исикавы (причинно-следственная диаграмма) — инструмент, позволяющий выявить наиболее существенные факторы, влияющие на качество (рис. 4.3). Она позволяет выразить цепочку причин и результатов в простой форме.
Рис. 4.3. Діаграма Ісікави
Центральная стрелка — это следствие различных причин. Эти причины в свою очередь является следствием причин второго порядка. Вторичным причинам могут соответствовать третичные причины. Диаграмма дает возможность понимать и контролировать зависимость между характеристиками качества (следствием) и параметрами процесса (системой причинных факторов). Контрольные карты — инструмент, позволяющий отслеживать параметры технологического процесса и влиять на него, предупреждая его отклонения от предъявляемых требований.
Контрольная карта состоит из центральной линии, пары контрольных границ (нижней — LCL и верхней — UCL) и значений контролируемого параметра (показателя качества), которые откладываются по оси ОY. Процесс считается контролируемым, если все значения показателя лежат в предельных границах (пределах допуска). Заметим, что особого внимания требуют «выбросы» значений параметра за пределы допуска. Существует два основных типа контрольных карт качественные и количественные. Первый тип соответствует оценке по качественным признакам, где принимаются решения типа «да / нет». Второй тип соответствует оценке по количественным признакам (вес, объем, …).