Кузнечное производство.
ПРОИЗВОДСТВЕННЫЙ МЕНЕДЖМЕНТ.
ТЕОРИЯ И ПРАКТИКА.
Часть 1
Поковки используются при производстве разнообразных и, как правило, наиболее ответственных деталей машин: коленчатых и распределительных валов, шпинделей, шестерен, рычагов, шатунов и т. д. В некоторых агрегатах вес деталей, изготовленных из поковок, достигает 20—30% веса машины (автомобиль, трактор и т. п.). Широкое применение обработки металлов давлением обусловлено не только высокими… Читать ещё >
Кузнечное производство. ПРОИЗВОДСТВЕННЫЙ МЕНЕДЖМЕНТ. ТЕОРИЯ И ПРАКТИКА. Часть 1 (реферат, курсовая, диплом, контрольная)
= Обработка металла давлением является распространенным и весьма экономичным производственным процессом на машиностроительных и металлургических предприятиях. При этом, если на металлургических заводах соответствующая обработка металла осуществляется в основном в процессе прокатки, то на машиностроительных предприятиях — с помощью ковки и штамповки.
В процессе ковки и штамповки происходит существенное улучшение физических свойств металла, что имеет особенно большое значение при изготовлении ответственных деталей, работающих в тяжелых температурных условиях и подвергающихся различным переменным нагрузкам, ударам.
Продукция (поковки, штамповки) отличается высокой прочностью: чугунное литье обеспечивает сопротивление разрыву 25—35 кг/мм2, стальное — 50—70 кг/мм2, а поковки стальные — 80—120 кг/мм2.
Поковки используются при производстве разнообразных и, как правило, наиболее ответственных деталей машин: коленчатых и распределительных валов, шпинделей, шестерен, рычагов, шатунов и т. д. В некоторых агрегатах вес деталей, изготовленных из поковок, достигает 20—30% веса машины (автомобиль, трактор и т. п.). Широкое применение обработки металлов давлением обусловлено не только высокими механическими свойствами поковок, но и большой производительностью кузнечного оборудования, относительно высоким коэффициентом использования металла.
Удельный вес поковок в общем количестве деталей, формирующих современные машины, достигает 65%. Доля затрат на поковки и штамповки в себестоимости машиностроительной продукции составляет 5—35%.
Процесс ковки характеризуют следующие особенности:
- — относительно небольшое число операций (нагрев, ковка, остывание, очистка поковки);
- — использование разнородного оборудования (печи, молоты, прессы, очистные барабаны);
резкие колебания продолжительности операций: от нескольких секунд до нескольких часов и даже суток (наиболее продолжительная операция остывания, которая часто сопровождается термическими операциями: нормализацией, отпуском и т. д.);
— интервалы во времени между первыми тремя операциями недопустимы (нагрев, ковка, остывание);
преобладание бригадных методов организации труда;
- — высокая металлоемкость поковок (штамповок) при относительно незначительной трудоемкости;
- — высокая энергоемкость кузнечных процессов;
- — высокая капиталоемкость кузнечного производства;
- — потребность в складских помещениях.
В зависимости от преобладающего технологического процесса и типа производства все кузнечные цехи можно разбить на несколько групп (рис. 7.3).
В состав кузнечного цеха входят следующие производственные участки:
- — заготовительные (резка заготовок);
- — кузнечные (прессовые или штамповочные участки, как правило, специализированные по размерам поковок);
- — термические;
- — очистные, имеющие технологическую специализацию и выпускающие в то же время определенную продукцию;
- — инструментально-штамповые, которые осуществляют подготовку, хранение и текущий ремонт штампов, приспособлений и инструмента (главным образом, в условиях штамповочных цехов);
- — ремонта оборудования (в мощных кузнечно-штамповочных цехах);
- — склады или кладовые металла, заготовок, топлива, вспомогательных материалов, штампов, приспособлений и запасных частей.
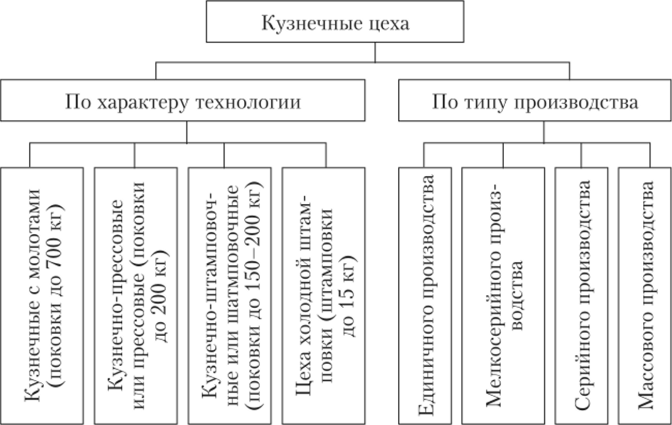
Рис. 73. Классификация кузнечных цехов
Наличие тех или иных вспомогательных участков в цехе определяется в зависимости от организации вспомогательного хозяйства на предприятии.
При организации кузнечного производства в первую очередь определяют следующие параметры кузнечного цеха.
1. Потребная мощность цеха (5ц):

где <2пЛ — годовой объем производства цеха, т; Сц — годовой съем продукции с 1 м2 площади цеха, т/год.
Съем продукции с одного квадратного метра площади цеха и соотношение производственных площадей основных и вспомогательных подразделений цеха в общей производственной площади цеха огшеделяются по справочным данным.
2. Потребное количество молотов (Км):

где П — часовая производительность одного молота, т/час; ФВ — фактическое время работы молота в году, час.
3. Потребное количество нагревательных печей (Кп):

где Su — площадь пода печи, м2; Сп — съем продукции с 1 м2 площади пода печи, т/сут.; ФВ — фактическое время работы нагревательной печи в году, сут.
4. Потребная площадь складов (5С):

где Q — суммарная масса металлов, полуфабрикатов, готовой продукции и т. п., предназначенных для хранения на складах, т; t — продолжительность хранения, сут.; g — грузонапряженность пола склада, т/м2; k — коэффициент использования площади склада; ФВ — фактическое время работы складов в году, сут.
Основные пути совершенствования и повышения эффективности кузнечного производства:
- • повышение уровня специализации и концентрации производства однотипных поковок на основе унификации деталей и сборочных единиц на стадии их конструирования;
- • применение групповых методов изготовления поковок для повышения их серийности и эффективности;
- • применение технологических процессов, обеспечивающих минимальные отходы металла (порошковая металлургия, прокатка, комбинированные технологии);
- • механизация и автоматизация кузнечного производства.