Актуальность темы
.
В настоящее время одним из технологических этапов производств крупногабаритных металлических изделий, таких, как самолеты, корабли, ферменные конструкции и др., является отливка крупногабаритных заготовок из алюминиевых сплавов. Габаритные размеры этих заготовок достигают 8x2x1,5 м и более. Непрерывное литье осуществляется в скользящую опоку, и в темпе естественного остывания и твердения слитка, он выдвигается из опоки в вертикальную шахту вниз.
Основная трудность получения заготовки требуемого качества связана с ускоренным темпом остывания слитка в начале и при окончании литья. Это отражается в возникновении в слитке внутренних напряжений, приводящих к его растрескиванию на обоих концах. В соответствии с действующей в настоящее время технологией, для получения заготовки требуемого качества концевые части слитка длиной до 2 м отрезаются в отходы, и годной полагается только его средняя часть.
Исследования в области материаловедения и технологии литья легких сплавов, выполненные более 50 лет тому назад, показали, что качество слитка повышается при максимально возможном уменьшении толщины слоя жидкого металла на горячей стороне заготовки. Однако в связи с относительно высокой вязкостью жидкого металла и трудностями измерения толщины жидкого слоя практически достичь приемлемых параметров процесса литья в заводских условиях не удается.
Также не дают хороших результатов предложенные недавно технологии литья в слабых магнитных полях.
Трудности с устранением растрескивания слитка имеют основной причиной несоответствие моделей формирования заданной структуры металла возможностям управления этим процессом. В этой связи, получение высококачественных заготовок из легких сплавов до настоящего времени является одной из актуальных проблем, требующих глубокой теоретической проработки, и практически реализуемо при автоматизированном управлении процессом литья.
Целью работы является: разработка автоматизированной системы управления формированием структуры металлического слитка в технологическом процессе литья для повышения технических характеристик слитка.
Для достижения поставленной цели необходимо решить следующие задачи:
1) с точки зрения цели работы: управления формированием структуры металла построить механико-математическую модель комплекса полей, являющихся причиной металлических связей, обеспечивающих пространственное распределение ионов металла в кристаллической решетке. Так как данные связи обеспечиваются равновесием сил гравитационного и электростатического взаимодействия ионов и вырожденного электронного газа в межионном пространстве кристаллической решетки, то с помощью полученной модели описывается структура металла как предмет формирования, и выявляются свойства полей, взаимодействующих со структурными связями и воздействующих на структуру;
2) с точки зрения выбора управляющих воздействий на процесс организации заданной структуры металла определить процесс генерации излучений, реплицирующих эталонную структуру сплава в жидкую фазу металла, и соответствующий, одновременно, модели поглощения этих излучений. С точки зрения управления (формированием структуры вещества) значимое различие жидкого и твердого металла заключается в том, что пространственные формы токов электронного газа в межионном пространстве твердого тела практически стационарны, а в жидком теле непредсказуемо меняются. В соответствии с этим, носителями управляющих воздействий, отображающих в жидкий металл структуру эталонного образца сплава, могут быть поля электромагнитной природы, излучаемые индуцированными в эталонном (твердом) образце вихревыми электротоками;
3) выбрать метод управления формированием структуры металла и обосновать его действенность при реальном применении;
4) для возможности генерации управляющих воздействий — излучений, обладающих свойствами, удовлетворяющими построенным моделям, разработать излучающий узел и схему индукционного возбуждения вихревых электротоков в эталонном образце сплава;
5) для автоматизации литейного агрегата, оснащенного системой управления формированием структуры металлического слитка управляющими излучениями в процессе литья, разработать общую схему автоматизации литейного агрегата, включающую излучающее устройство, и алгоритм управления данным агрегатом.
Структура диссертации.
Указанный комплекс цели и задач определяет структуру и содержание работы, состоящей из пяти глав, заключения, списка использованной литературы, приложения. Каждая глава предваряется краткой аннотацией, представляющей круг вопросов, рассматриваемых в главе.
В первой главе обсуждается круг вопросов, рассматриваемых в диссертации. Приводится общая постановка задачи, решаемой в диссертации, и намечается путь ее решения.
В разделе 1.1 рассматривается и анализируется проблема получения высококачественных заготовок из литейных легких металлических сплавов, рассматриваются причины снижения качества слитков.
В разделе 1.2 с точки зрения теории управления и с применением положений математической теории поля рассматривается принцип реализации формирования структуры слитка.
В разделе 1.3 с позиций термодинамики и спектрального анализа рассматривается предложение управления формированием структуры слитка моделированием в слое жидкого металла условий термодинамических систем «с отрицательной теплоемкостью».
Во второй главе принимаются начальные предположения и ограничения и строится основная модель иерархической структуры полей.
В разделе 2.1 на основании принимаемых предположений и ограничений определяется нижний иерархический уровень физических полей, удовлетворяющих теореме Гельмгольца, доказывается теорема ви-риала для замкнутой системы в сплошной среде, и определяются основные механические свойства данных полей.
В разделе 2.2 строится модель непрерывности движения материального вихря в физическом пространстве и модель состояния материального тела физического пространства при наличии в нем движущегося материального вихря.
В разделе 2.3 кратко рассматривается модель состояния материального тела физического пространства при наличии в нем материального вихря, неподвижного или движущегося со скоростью ниже, чем определенная теоремой вириала.
В разделе 2.4, на основании выбранного подхода к построению иерархических структур, строится модель частицы — носителя элементарного электрического заряда как суперпозиция двух векторных полей.
В третьей главе вырабатывается модель вихревых электротоков в металле и анализируется соответствие излучений этих электротоков физико-химической структуре металла.
В разделе 3.1 векторная модель вихревого электротока строится и анализируется на основании стремления механической системы к состоянию минимума энергии, отражаемому теоремой вириала, т. е. к состоянию замкнутости.
В разделе 3.2 кратко анализируется проникновение агента структуры эталонного излучателя в толщу жидкого металла.
В главе 4 рассматривается предложение конструкции излучателя, отвечающей результатам анализа, выполненного в разд. 1.2, и моделям, рассмотренным в главах 2 и 3.
В главе 5 приведена структура автоматизированной системы литья легких сплавов, отличающаяся наличием схемы управления формированием структуры металла управляющим излучением.
Основными научными результатами, выдвигаемыми на защиту, являются следующие:
1) для управления формированием заданной структурой металлического сплава применено управление силовым, в соответствии с законом Ампера, взаимодействием двух множеств вихревых электротоков: эталонного со стационарными пространственными формами и управляемого с изменяемыми пространственными формами, принудительно приближаемыми к эталонным;
2) доказана теорема о соотношении энергии связей, внутренней и механического движения в физическом пространстве для вихрей — замкнутых механических систем в сплошной среде, что является эффективной основой для применения единого подхода к построению декомпозиционной математической модели физического тела из металла, как иерархии векторных полей;
3) на основании предложенного подхода к моделированию металлических физических тел в виде иерархических систем полей показана принципиальная возможность воздействия излучениями электромагнитной природы на процессы организации связей в массиве жидкого металла. Это позволяет применять данные излучения в качестве носителей управляющих воздействий на формирование заданной структуры слитка в его горячей зоне;
4) на основании выработанных моделей предложено применение трансформатора тока с вырожденной вторичной обмоткой в качестве узла генерации излучений — носителей управляющих воздействий, отображающих в процессе литья эталонную структуру образца сплава, одновременно, являющегося вторичной обмоткой данного трансформатора, в жидкий металл;
5) предложена схема автоматизации управления формированием заданной структуры металлического слитка при воздействии управляющего излучения на жидкий металл в кристаллизаторе литейного агрегата, и рассмотрен алгоритм функционирования данной схемы.
Положения и результаты теории, предложенной в диссертации, экспериментально проверены на ОАО «Авиапромналадка» (г. Москва).
Методы исследования.
В исследовании применены: положения теории управления, методы классической механики и механики сплошных сред, положения векторного анализа и математической теории поля, положения теории рядов и спектральных интегралов Фурье, а также ряд сведений из теории теплообмена и технологии литья легких сплавов.
Научная новизна.
Следующие основные результаты диссертации являются новыми:
1) для управления формированием заданной структурой металлического сплава применен метод управления силовым, в соответствии с законом Ампера, взаимодействием двух множеств вихревых электротоков: одного — управляющего эталонного со стационарными пространственными формами, другое — управляемое с изменяемыми пространственными формами, принудительно приближаемыми к эталонным;
2) доказана теорема о соотношении энергии связей, внутренней и механического движения в физическом пространстве для вихрей — замкнутых механических систем в сплошной среде, что является эффективной основой для применения единого подхода к построению декомпозиционной математической модели физического тела из металла, как иерархии векторных полей;
3) на основании предложенного подхода к моделированию металлических физических тел в виде иерархических систем полей показана принципиальная возможность воздействия излучениями электромагнитной природы на процессы организации связей в массиве жидкого металла. Это позволяет применять данные излучения в качестве носителей управляющих воздействий на формирование заданной структуры слитка в его горячей зоне;
4) на основании выработанных моделей предложено применение трансформатора тока с вырожденной вторичной обмоткой — «массового излучателя» в качестве узла генерации данных излучений;
5) предложена схема автоматизации управления формированием заданной структуры металлического слитка при воздействии управляющего излучения на жидкий металл, и рассмотрен алгоритм функционирования данной схемы.
Практическая ценность работы заключается в том, что:
• предложенная схема автоматизированного формирования заданной структуры легкосплавного слитка при воздействии эталонных излучений во время литья может быть использована при разработках широкого класса литейных агрегатов;
• механико-математические модели, разработанные для целей управления формированием заданной структуры металла, могут быть применены в разработках технологий получения принципиально новых сплавов, в том числе, обладающих структурами, которые невозможно получить в процессах естественной кристаллизации;
• механико-математические модели, разработанные для целей управления формированием структуры металла, могут быть применены в разработках технологий получения информации о структурах различных веществ с целью их идентификации.
Реализация результатов работы.
Предложенные в настоящей работе модели и алгоритмы автоматизированного управления формированием структуры слитка во время литья и технический узел генерации управляющих излучений включены, в соответствии с выработанными в настоящей работе рекомендациями, в состав автоматизированной системы управления литьем на предприятии ОАО «Авиапромналадка» (г. Москва, ул. Молодогвардейская, 57).
Апробация работы.
Основные результаты диссертационной работы докладывались на общемосковском семинаре «Логическое моделирование» (Москва, 1999), на международной конференции по проблемам управления «60 лет ИПУ» (Москва, 1999), на семинарах Института проблем управления РАН (Москва, 1998 — 1999, 2001), на X международной конференции «Проблемы управления безопасностью сложных систем» (Москва, 2002), на II международной конференции «Идентификация систем и задачи управления» (Москва, 2003), на Второй международной конференции по проблемам управления (Москва, 2003), на семинарах ПО «Авиапромналадка» (Москва, 2001 — 2004).
Публикации.
По результатам исследований опубликовано 8 печатных работ.
Личный вклад.
Все результаты, составляющие основное содержание диссертации, получены автором самостоятельно. В работах, опубликованных в соавторстве, личный вклад автора состоит в следующем:
• в работе [4] автором рассмотрены начальные предположения и ограничения исследования, начато построение модели иерархической системы физических полей, как идеальной сжимаемой жидкости;
• в работах [5 — 7] автором рассмотрены вопросы возможности использования круговых частот вращения материи и вихревых векторов в качестве информации о состоянии сплошной среды;
• в работе [8] автором с материалистической философской позиции проведено исследование вопроса о возможности построения единой иерархии физических полей.
Структура и объем работы.
Работа состоит из введения, 5 глав, заключения, списка литературы, включающего 76 названий, и приложения. Работа содержит 110 страниц.
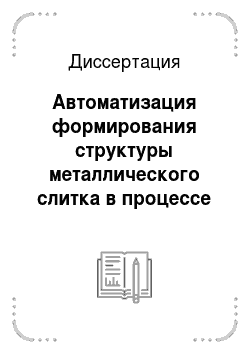
Выводы индуктора.
Индуктор
Диск.
Рис. 5. Схематичное изображение узла эталонного излучателя.
Узел излучателя, состоит из диска (возможно, сменного), вырезаемого из заготовки, обладающей хорошо сформированной структурой (определяется на основании микроскопического кристаллографического контроля), и плоской катушки-индуктора, являющейся однослойной плотной спиралью из медной проволоки 0 0,74 мм в хлопчатобумажной изоляции, обладающей стабильными свойствами в диапазоне температур до 150° С.
С точки зрения технологии изготовления узла излучателя основную трудность представляет изготовление катушки большого диаметра. Поэтому допустимо покрыть площадь облучения (2×1,5м) синфазной решеткой идентичных излучателей. Так, например, при диаметре диска -300мм прямоугольная решетка, покрывающая рассматриваемую площадь, составляется 35-ю излучателями. В соответствии с моделями, выработанными в предыдущих главах, диаграмма направленности излучения является строго цилиндрической, если толщина диска-излучателя бесконечно мала, а его поверхность идеально гладкая и плоская. Технически такие параметры излучателя не достижимы, и при толщине диска порядка миллиметров, притом, что его поверхность шероховатая, диаграмма направленности излучения оказывается «размытой» в расширяющийся в сторону расплава конус. В соответствии с этим, вся поверхность (сечение) зоны формирования структуры металла будет покрыта излучением составного излучателя, даже, если между излучающими элементами имеются не излучающие области.
Применение для катушки-индуктора проволоки выбранного диаметра позволяет изготовить катушки с количеством витков до 200 при диаметре центрального витка 10 мм. Положив силу вихревого электротока в диске (как вырожденной вторичной обмотке трансформатора) не превышающим 20 А, получаем величину тока возбуждения в индукторе не более 100 мА. С учетом теплового рассеяния мощности [66,67] на активном сопротивлении (-2 Ом) проволоки катушки-индуктора величина тока, подводимого к каждой катушке, не превысит 150 -г- 170 мА.
Приняв, с запасом, величину тока, подводимого к каждой катушке-индуктору 200 мА, получаем суммарный ток, подводимый к узлу излучателя, составленного 35-ю элементами, равный 7 А, что реализуемо с технической точки зрения. Функциональная схема формирования электротока возбуждения излучателя показана на рис. 6.
Рис. 6. Функциональная схема формирования электротока возбуждения эталонного излучателя.
Узел формирования электротока возбуждения излучателя включает в свой состав: а) генератор гармонических колебаний, в качестве которого может быть использован генератор высокочастотной индукционной плавки сырья или отдельный электронный генератор переменного тока с выходной мощностью до 25 Вт и обеспечивающий рабочий ток нагрузки до 15 А. Рабочая частота этого генератора лежит в диапазоне 50−4- 400 КГцб) узел регулирования амплитуды колебаний электротока возбуждения излучателя и усилитель тока представляет собой последовательный регулятор тока, выполненный по обычной схеме. В качестве регулятора амплитуды колебаний электротока и, одновременно, усилителя тока используется полупроводниковый прибор, обладающий управляемой передаточной характеристикой, симметричной относительно нуля тока. К таким приборам относятся, в частности, мощные полевые транзисторы, например, КП904, обладающие коэффициентами передачи в используемом частотном диапазоне -10 и коммутирующие токи силой до 30 А при напряжениях «исток-сток» и «исток-затвор» -20 Вв) устройство управления узлом регулирования амплитуды колебаний — контроллер рассматриваемой автоматизированной системы управления с цифроаналоговым преобразователем.
Процесс литья и охлаждения заготовки весьма медленный, но, одновременно, физические условия в литейном цехе характеризуются повышенной и нестабильной температурой, а также высоким уровнем механических и электромагнитных помех. В этой связи применение высокоточных интегральных цифроаналоговых преобразователей требует специальных мер по термостабилизации и помехозащите (включая нейтрализацию микрофонного эффекта) и полагается неэффективным.
В качестве цифроаналогового преобразователя, выходное напряжение которого применяется для управления регулятором амплитуды токов возбуждения излучателя рационально применение лестничной ре-зисторной цепи «11−211» с распределенным емкостным фильтром и питанием от контроллера (рис. 7) [68,69]. Время установления напряжения на выходе цифроаналогового преобразователя может лежать в пределах половины длительности периода циклограммы управления (рассматривается в гл.5);
Вход разряда 1 И с к 1.
Вход разряда 2 Вход разряда 8.
2К I I н I I.
1-Н гп.
Выход ЦАП.
Рис. 7. Схема лестничной резисторной цепи ЦАП г) двуполупериодный быстродействующий мощный выпрямитель, на выходе которого получается пульсирующий ток возбуждения индуктора. Так как рабочая частота выпрямителя может достигать 400 КГц (и выше) при силе тока не менее 7 А (до 15 А), то в качестве вентильных элементов могут быть применены мощные кремниевые транзисторы в диодном включении. Данному требованию по току удовлетворяют, например, транзисторы широкого применения типов КТ825, КТ827 и т. п. К величинам максимальных обратных напряжений «коллектор-эмиттер» и «база-эмиттер» особых требований не предъявляется, так как амплитудные значения этих напряжений в данной схеме не превышают удвоенного напряжения насыщения транзистора, т. е. <3 В.
Так как в области диска индуктором создается магнитное поле, имеющее значительную радиальную составляющую, вектор напряженности которой ориентируется к центру диска или от него в зависимости от направления тока возбуждения, то для получения в диске вихревых токов с требуемыми свойствами полярность включения индуктора должна соблюдаться. Так, для направления намотки катушки-индуктора «от центра» по часовой стрелке центральный провод индуктора должен соединяться с положительным выводом выпрямителя. Этим будет определено направление вектора переноса энергии излучений (направление вектора Пойнтинга) от диска-излучателя к расплаву.
ГЛАВА 5.
Функциональная схема и алгоритм автоматизации.
В настоящей главе рассматривается структура автоматизированной системы литья легких сплавов, отличающаяся наличием схемы управления формированием структуры металла управляющим излучением.
5.1. В соответствии с постановкой задачи схема данной автоматизированной системы управления показана на рис. 8.
Рис. 8. Схема автоматизированной системы управления литьем легких сплавов с формированием структуры металла управляющим излучением.
В состав данной системы входят: а) контроллерб) подсистемы контроля температуры металла и веса слитка, включающие в свой состав: первая — фотодатчик температуры (ФДТ) или термопару, вторая — тензодатчик веса слитка (ТДВ) в) подсистема регулирования скорости подачи слитка (в шахту), в составе которой имеется: механизм подачи слитка (МП), электропривод механизма подачи слитка (ЭПС), регулятор электропривода (РЭ) — г) подсистема регулирования интенсивности подачи расплава в горячую зону слитка, включающая в свой состав: регулятор подачи металла (РПМ), представляющий собой релейный привод заслонки канала подачи жидкого металла из плавильного агрегата, и канал подачи жидкого металла в кристаллизатор (опоку) — д) подсистема генерации излучений (УЭИ, подробно рассмотрена в предыдущей главе), воздействующих на процесс формирования структуры сплава, приближая эту структуру к эталонной.
Так как процесс получения металлической отливки не является быстропротекающим и существенно зависит от остывания и твердения отливки, то к быстродействию контроллера особых требований не предъявляется. В силу того, что остывание слоя (порции) расплава толщиной ~10см от начальной температуры (700+800°С) до температуры начала кристаллизации (600+680°С) идет в течение ~10мин, а температура расплава, изменяется экспоненциально на ~3 градуса в секунду в начале остывания и —0.5 градуса в секунду при температуре твердения металла, то для обработки величин температуры контроллером достаточно 10-разрядных слов.
Имея в виду скорости остывания металла, длительность цикла работы (дискретность запуска) программы контроллера по алгоритму сбора информации о протекании процесса литья и по управлению этим процессом положим равной одной секунде. Это позволяет применить в качестве контроллера однокристальные микроконтроллеры типов ?8749, 18 751 и т. п.
Входными данными [71−76] для алгоритма управления является информация от датчиков температуры металла ФДТ и от тензодатчиков текущего веса слитка ТДВ. Сигналы от датчиков оцифровываются ана-логоцифровыми преобразователями (АЦП1 и АЦП2) и в таком виде подаются для обработки. В силу грубости и инерционности процесса литья, в качестве преобразователей «аналог-код» могут быть применены 8−10-разрядные АЦП с длительностью преобразования до 2% от длительности цикла алгоритма управления.
Как упоминалось в предыдущей главе, физические условия в литейном цехе характеризуются повышенной, температурой, подверженной большим колебаниям, а также высоким уровнем механических и электромагнитных помех. В этой связи, применение высокоточных интегральных АЦП нерационально. Удовлетворительные результаты в этом случае получаются при применении АЦП на основе измерения роста или спада напряжения на эталонной ЯС интегрирующей цепи («пересчетные» АЦП) [70,71]. Требуемая (достаточная) стабильность постоянной времени такого узла обеспечивается применением противоположных по знаку и равных по величине температурных коэффициентов сопротивления (ТКС) и емкости (ТКЕ). Функциональная и принципиальная схемы «пересчетного» АЦП здесь не рассматриваются ввиду их тривиальности.
В силу тяжелых температурных условий и высокого уровня помех в литейном цехе особые требования предъявляются к конструкции датчиков температуры горячей зоны отливки и физической среде передачи измеренных величин от датчиков к АЦП, которые могут быть отдалены от места размещения датчиков на расстояние до 10−15м.
В соответствии с известными рекомендациями по устройству линий передачи информации в условиях промышленных помех [68,69], чувствительные элементы и предварительные усилители сигналов строятся по дифференциальным (мостовым) схемам с парафазным выходом и оформляются в едином экранированном заземленном конструктиве (рис. 9).
Рис. 9. Схема устройства передачи сигнала от места измерения к.
АЦП.
Парафазный выход предварительного усилителя позволяет применить для передачи сигнала к АЦП согласованную экранированную витую пару. Совместно с дифференциальным входом усилителя данная мера позволяет аппаратно подавить действие синфазной помехи применением буферного дифференциального усилителя или повторителя на входе АЦП.
5.2. В соответствии со стандартной циклограммой процесса литья заготовки из легкого (алюминиевого) сплава предлагается содержательное описание алгоритма функционирования литейного агрегата с автоматизированной системой управления формированием структуры отливки воздействием управляющих излучений. Данный алгоритм реализуется в текстуальной последовательности пунктов программно управляемым контроллером рассматриваемой автоматизированной системы управления:
1. Предварительно состояния всех электронных и электромеханических узлов и устройств системы управления контролируются на соответствие исходным, известным наперед. Проверяется работоспособность приводов. Выдачей кода на ЦАП регулятора амплитуды тока возбуждения индуктора включается эталонный излучатель (УЭИ).
2. Из контроллера. выдается разрешающий сигнал на регулятор подачи металла РПМ, открывающий задвижку литника.
3. Контроллером производится ввод информации о текущем весе Рм слитка.
4. По величинам предыдущего Р1 и текущего Рм весов слитка рассчитывается изменение веса АР — вес порции жидкого металла, поступившего в опоку.
5. По достижении заданного А0Р изменения веса слитка: АР = А0Р, на регулятор подачи металла (РПМ) подается запрещающий сигнал, задвижка канала подачи металла закрывается, прекращая его поступление в кристаллизатор (опоку).
6. Величина текущего измеренного веса Рм слитка сохраняется в качестве Рг.
7. Контроллером производится ввод информации от датчика темо пературы (ФДТ) о текущей температуре Т/+1 металла в горячей зоне слитка.
8. По величинам предыдущего Т, и текущего Т/+1 измерения темf о о А.
Т/+1 — Т/ и величина пературы определяются знак ее изменения sign о.
АТ перегрева расплава о о о.
ДТ = Т-+1-То, где-То — известная наперед температура То твердения металла. о о.
При возрастании измеряемой величины температуры: Т/ < Т/+1, связанном с поступлением новой порции расплава в опоку или в случае замедления охлаждения слитка, напряженность полей излучений УЭИ должна возрастать, так как рост температуры металла является, в соответствии с теоретической моделью, признаком ухудшения отношения о о.
Евн /Есв. С падением измеряемой температуры: Т/ >Т,+1 — напряженность полей излучений УЭИ должна падать. Полагается, что таким регулированием будет поддерживаться оптимальный режим образования в остывающем расплаве зародышей кристаллов и, далее, кристаллитов. Следовательно, режим формирования физико-химической структуры слитка может быть '"стандартизован", и физико-химические характеристики слитка будут практически неизменными по всей его длине. о.
9. В качестве текущей измеренной величины температуры Т, соо храняется Т/+ь.
10. Рассчитывается толщина к жидкого слоя металла по формуле: к Perm где SK — площадь поперечного сечения отливки (площадь растекания металла), рст — удельный вес сплава.
11. Так как формирование физико-химической структуры слитка в зоне расплава зависит не только от его температуры, но и от напряженности управляющего поля в этой зоне, то управление Я амплитудой возбуждения УЭИ рассчитывается контроллером как характеристика энергии излучений, с учетом толщины жидкого слоя металла, в соответствии с предложенной в гл. 1 формулой (6): о.
X = haAT, где, а — коэффициент, постоянный для каждого типа сплава, определяемый экспериментально.
12. Управление Л выдается на ЦАП регулятора амплитуды тока возбуждения УЭИ. о.
13. Текущая измеренная температура Т/+1 отливки сравнивается с.
О 0 0 температурой То твердения металла, и если Т,+1 > То, то цикл алгоритма повторяется, начиная с п. 3.
14. Данный пункт алгоритма активизируется, пока выполняется о о условие Т/+1 < То. Текущий вес Р, отливки сравнивается с известным наперед весом Р0 — весом готовой заготовки, и если Р1 > Р0, то работа алгоритма завершается выполнением ряда финальных операций, таких, например, как выключение регулятора УЭИ, блокировка регулятора подачи металла и т. д.
15. Данный пункт алгоритма активизируется, пока выполняется условие Р, < Р0. На регулятор РЭ электропривода ЭПС смещения отливки выдается сигнал включения и отливка начинает опускаться в шахту. По мере смещения отливки, в верхней части агрегата (в кристаллизаторе) освобождается пространство для новой порции расплава.
16. По истечении известного наперед интервала времени, в течение которого отливка опускается в шахту на 10−3 Осм, или по сигналу от датчика смещения отливки (на рис. 8 эта цепь не показана), если такой датчик предусмотрен в составе оборудования литейного агрегата, на регулятор РЭ электропривода смещения отливки ЭПС выдается сигнал выключения. Полагается, что запаздывание и выбег механизмов и электропривода смещения слитка по величинам практически совпадают и взаимно нейтрализуются, что позволяет их не учитывать. Далее цикл алгоритма повторяется, начиная с п. 2.
• Конец алгоритма.
Заметим, что «сформированная излучением» физико-химическая структура застывшего металла обладает определенной конфигурацией электромагнитных и гравитационных полей. Имея это в виду, найдем, что на расплавленный металл (в верхней части отливки) воздействуют два управляющих поля. Одно — со стороны эталонного излучателя, второе — со стороны застывшего металла. Так как структура уже застывшего металла сформирована под воздействием излучений эталонного излучателя, то конфигурации данных двух управляющих полей весьма близки. Однако напряженности рассматриваемых полей застывшего металла невелики и сравнимы по величинам с напряженностями внешних полей естественного происхождения (и паразитными техногенными). Этим, в частности, определяется большое количество дефектов структуры слитка при его охлаждении без специальных внешних воздействий.
ЗАКЛЮЧЕНИЕ
.
В диссертационной работе проведено исследование гравитационного и электромагнитного физических полей, реализующих металлические связи в физико-химической структуре металлического тела. На основании этого показана принципиальная возможность управления структурой металла, сделан выбор агента данной структуры и предложена схема автоматизированного управления данной структурой в процессе литья.
Основные новые результаты работы:
1) в виде иерархической системы скалярных и векторных полей построена с математической точки зрения простая в применении модель структуры металла, и выявлены свойства воздействий, управляющих формированием его структуры, чем показана принципиальная возможность управления формированием связей в металле;
2) как аналог принципа управления «с эталонной моделью» в замкнутом контуре, на основании построенных иерархических моделей полей разработана модель управления формированием заданной структуры металлического слитка воздействием на жидкий металл излучений электромагнитной природы, отражающих данную структуру;
3) для реализации принудительного переноса заданной структуры от эталонного образца к формируемому металлическому телу разработан управляемый электротехнический узел генерации излучений, отображающих структуры эталонного образца сплава в слиток;
4) разработаны алгоритм управления и схема автоматизации формирования структуры металлического слитка, отличающаяся применением воздействия электромагнитного излучения регулируемой мощности на жидкий металл в процессе литья. Предложенные алгоритм управления и схема автоматизации опробованы ОАО «Авиапромналадка» и рекомендованы для промышленного применения.