Электрошлаковая сварка.
Материаловедение и технология материалов
Электрошлаковой сваркой соединяют детали толщиной более 40—50 мм, причем верхний предел свариваемых толщин практически не ограничен. Она позволяет: Рис. 23.14. Схема процесса электрошлаковой сварки: ни я стыка электродам иногда придают вознратно-ноступательное перемещение вдоль плоскости стыка. Обеспечить высокое качество сварного соединения благодаря надежной защите от взаимодействия… Читать ещё >
Электрошлаковая сварка. Материаловедение и технология материалов (реферат, курсовая, диплом, контрольная)
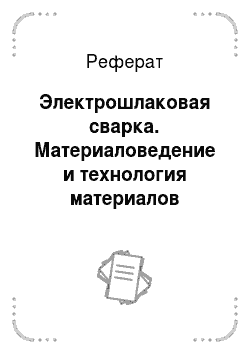
Сущность способа электрошлаковой сварки заключается в том, что расплавление электродной проволоки и свариваемых кромок производится благодаря теплоте расплавленного флюса, который нагревается при прохождении через него тока (рис. 23.14).
Первоначально часть флюса расплавляется дугой, возбуждаемой между технологической подкладкой и электродом. Постепенно на подкладке образуются слой жидкого металла в результате плавления электродов и материала подкладки и жидкий шлак. По мере повышения температуры шлака под действием постоянно горящей неподвижной дуги его количество, а также электропроводность растут. Общее электрическое сопротивление слоя шлака значительной толщины становится соизмеримым с сопротивлением дуги, она шунтируется шлаком и гаснет.
Далее процесс переходит в ту стадию, когда основная часть теплоты, требуемой для расплавления металла электрода и соединяемых деталей, выделяется в шлаковой ванне при прохождении через нее тока.
Электрошлаковый процесс, таким образом, осуществляется благодаря джоулевой теплоте и является бездуговым.
Сварка выполняется вертикально снизу вверх. Свариваемые детали устанавливаются с зазором, величина которого зависит от толщины деталей. Снизу зазор ограничен технологической подкладкой, сбоку — водоохлаждаемыми медными накладками. При сварке используют один или несколько пластинчатых электродов или электроды из проволоки. Для равномерного заполне;

Рис. 23.14. Схема процесса электрошлаковой сварки: ни я стыка электродам иногда придают вознратно-ноступательное перемещение вдоль плоскости стыка.
Медные водоохлаждаемыс боковые накладки могут быть неподвижными (при малой высоте деталей) или перемещающимися снизу вверх по мере кристаллизации шва.
Электрошлаковой сваркой соединяют детали толщиной более 40—50 мм, причем верхний предел свариваемых толщин практически не ограничен. Она позволяет:
- • значительно повысить производительность, особенно при сварке металла большой толщины;
- • обеспечить высокое качество сварного соединения благодаря надежной защите от взаимодействия с атмосферой расплавленного металла жидким шлаком;
- • уменьшить пористость в наплавленном металле, что обусловлено более медленным охлаждением сварочной ванны, в результате чего пузырьки газа успевают всплыть на поверхность металла и удалиться;
- • увеличить стойкость сварного шва к образованию трещин, что является следствием благоприятных условий охлаждения сварного соединения.
Стоимость сварочных работ при электрошлаковой сварке снижается, в том числе из-за уменьшения в 15—20 раз расхода флюса по сравнению с автоматической сваркой под флюсом и отсутствия необходимости в скосе кромок.
Вертикальное формирование шва, характер его образования накладывают определенные ограничения как на конфигурацию, так и па толщину свариваемых изделий.