Методы механической обработки заготовок
Методы обработки реализуются на обрабатывающих станках соответствующих групп: токарные методы — на токарных станках; фрезерные — на фрезерных и т. д. По назначению различают станки: широкоуниверсальные, универсальные, широкого назначения, специализированные, специальные. Универсальные станки обрабатывают разнотипным инструментом заготовки, различающиеся по размерам, форме и расположению… Читать ещё >
Методы механической обработки заготовок (реферат, курсовая, диплом, контрольная)
Методы обработки можно условно подразделить на поступательные, токарные, осевые, фрезерные и т. д. Условность такого деления обусловлена многообразием видов резания, затрудняющим их включение в ту или иную группу. В настоящее время применяют виды обработки, представляющие собой комбинации признаков из перечисленных групп, например фрезоточение, резьбофрезерование, резьбопротягивание и т. п.
Основные методы механической обработки заготовок твердым телом можно представить в виде схемы (рис. 11.2).
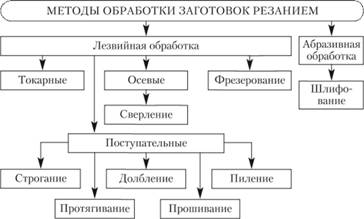
Рис. 11.2. Методы механической обработки твердотельным инструментом.
Методы обработки реализуются на обрабатывающих станках соответствующих групп: токарные методы — на токарных станках; фрезерные — на фрезерных и т. д. По назначению различают станки: широкоуниверсальные, универсальные, широкого назначения, специализированные, специальные. Универсальные станки обрабатывают разнотипным инструментом заготовки, различающиеся по размерам, форме и расположению поверхностей. Широкоуниверсальные предназначены для выполнения особо широкого спектра работ. Станки широкого назначения характеризуются однотипностью применяемого инструмента. Специализированные предназначены для обработки однотипных заготовок различных размеров, специальные — для выполнения определенных видов работ на заготовках одинаковых размеров и конфигурации.
Формообразование поверхности заготовки, реализовываемое на станке, представляют схемой обработки.
Схема обработки — это условное изображение процесса резания, включающее заготовку, ее установку и закрепление на станке, положение режущего инструмента относительно нее и движения резания.
В качестве примера на рис. 11.3 приведены в упрощенном виде токарная и фрезерная технологические схемы обработки.
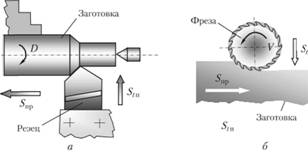
Рис. 11.3. Технологические схемы обработки точением (а) и фрезерованием (б):
Sпр — продольная подача; Stп — поперечная подача на один проход; St — глубина фрезерования за один проход Процессы резания условно можно разделить по виду применяемого инструмента на две группы:
- • обработка лезвийным инструментом;
- • обработка абразивным инструментом.
К твердотельному лезвийному инструменту относят: резцы, фрезы, сверла, зенкеры, развертки, протяжки, пилы, долбяки, метчики и т. д. Изготовляют его из инструментальных и быстрорежущих сталей, металлокерамических и твердых сплавов, керамики, сверхтвердых материалов — алмаза, эльбора и др.
К твердотельному абразивному инструменту относят: шлифовальные круги, бруски. В качестве режущей основы используют зерна карбида кремния зеленого и черного, электрокорунда, карбида бора, оксида хрома, алмазов, эльбора, гексанита и др. В качестве связующего для абразивного инструмента применяют органические вещества (например, фенолоальдегидные смолы), керамику и металлы.
Схемы обработки заготовок на станках токарной группы
Технологический метод формообразования поверхностей точением на станках токарной группы характеризуется вращательным движением заготовки D и поступательным движением резца Sпр (см. рис. 11.3, а). Движение подачи осуществляется параллельно оси вращения заготовки (продольное движение подачи — Sпр), перпендикулярно ей (поперечное движение подачи — Stп), под углом к ней (наклонное движение подачи).
На токарных станках обрабатывают, как правило, детали типа тел вращения, к которым относятся гладкие и ступенчатые валы, тонкостенные оболочки, втулки, детали со сложным наружным профилем, тарельчатые (дисковые) детали и др. (рис. 11.4).

Рис. 11.4. Типовые детали цилиндрической формы:
а — детали типа втулок; б — деталь Т-образной формы; в — детали типа дисков, фланцев; г — ступенчатый вал; д — крупногабаритная кольцевая деталь; е — тонкостенная оболочка Токарная обработка имеет несколько разновидностей:
- • точение — обработка наружных поверхностей заготовок;
- • растачивание — обработка внутренних поверхностей;
- • подрезание — обработка плоских (торцевых) поверхностей;
- • разрезание — разделение заготовки на части.
Схемы основных видов обработки поверхностей, рассмотренных далее, считаются типовыми, так как их можно реализовать на универсальных токарных станках, полуавтоматах, автоматах и станках с ЧПУ.
Поверхности обрабатывают с продольным или поперечным движением подачи.
Формообразование поверхностей при обработке с продольным движением подачи осуществляется по методу следов, с поперечным движением подачи — в основном по методу копирования.
Перемещение инструмента в направлениях движения подачи зависит от типа станка. Управление им осуществляется вручную (на универсальных станках) от кулачков и копиров (на полуавтоматах и автоматах) или по управляющим командам программы станка с системой ЧПУ.
Схемы обработки поверхностей заготовок на токарно-винторезном станке представлены на рис. 11.5.
Длинные пологие конусы (2? = 8?10°) точат, смещая в поперечном направлении корпус задней бабки относительно ее основания (рис. 11.5, а) или используя специальное приспособление — конусную линейку. При обработке конических поверхностей на станках с ЧПУ продольное и поперечное движения подачи суммируются автоматически.
Сквозные отверстия растачивают проходными расточными резцами (рис. 11.5, д).
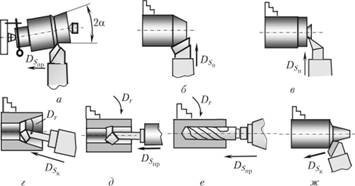
Рис. 11.5. Некоторые схемы обработки поверхностей заготовок на токарно-винторезном станке:
а — наружных конических поверхностей средней длины; б — коротких конических поверхностей (фасок); в — отрезание деталей; г. д — растачивание внутренней конической и цилиндрической поверхности соответственно; е — высверливание отверстий; ж — обтачивание конических поверхностей с любым углом; Dr — главное движение резания;  - движение подачи соответственно поперечное и продольное;
- движение подачи соответственно поперечное и продольное;  - движение подачи по конусу С поперечным движением подачи на токарно-винторезных станках обтачивают короткие конические поверхности — фаски — широкими резцами, у которых главный угол в плане равен половине угла при вершине конической поверхности (рис. 11.5, б).
- движение подачи по конусу С поперечным движением подачи на токарно-винторезных станках обтачивают короткие конические поверхности — фаски — широкими резцами, у которых главный угол в плане равен половине угла при вершине конической поверхности (рис. 11.5, б).
Детали от заготовки отрезают отрезными резцами с наклонной режущей кромкой, что обеспечивает получение торца у готовой детали без остаточного заусенца (рис. 11.5, в). Подрезание торцов выполняют специальными подрезными резцами.
На токарно-винторезных станках обработку отверстий выполняют сверлами, зенкерами и развертками. В этом случае обработку ведут с продольным движением подачи режущего инструмента (рис. 11.5, е). Обтачивание наружных и растачивание внутренних конических поверхностей средней длины с любым углом конуса при вершине проводят с наклонным движением подачи резцов при повороте верхнего суппорта (рис. 11.5, г, ж).