Сверлильный станок.
Технологические процессы в машиностроении
Шпиндельная бабка; 2 — передняя стойка; 3 — шпиндель; 4 — стол; 5 — задняя стойка; 6 — подшипник; 7 — станина Поворотный стол передвигается параллельно оси шпинделя (продольное перемещение) и по направляющим каретки перпендикулярно его оси (поперечное перемещение). Наличие планшайбы с радиальным суппортом и внутреннего шпинделя, имеющих раздельные приводы, использование различных приспособлений… Читать ещё >
Сверлильный станок. Технологические процессы в машиностроении (реферат, курсовая, диплом, контрольная)
Сверлильные станки бывают: настольные, вертикально-сверлильные однои многошпиндельные, радиально-сверлильные, горизонтально-сверлильные, сверлильно-центровальные. Пример вертикально-сверлильного станка показан на рис. 11.35. Радиально-сверлильный станок, показанный на рис. 11.36, используют для изготовления отверстий в деталях больших размеров, например корпусных деталей.

Рис. 11.35. Вертикально-сверлильный станок.

Рис. 11.36. Радиально-сверлильный станок.
Требуемые исполнительные движения формообразования при сверлении, зенкеровании и развертывании обеспечиваются исполнительными кинематическими цепями сверлильного станка — совместно вращательным и поступательным движением инструмента.
В зависимости от свойств материала заготовки, конструкции инструмента, режимов обработки сверление проводят как без охлаждения, так и с охлаждением.
Пример сверления отверстия с вариантами внешнего и внутреннего охлаждения показан на рис. 11.37.

Рис. 11.37. Сверление с охлаждением:
а — внешним; б - внутренним.
Технологическая оснастка для закрепления режущего инструмента и заготовок
На вертикально-сверлильных станках заготовку крепят непосредственно на столе станка (с помощью прихватов) либо в приспособлениях. Для точной установки ее выверяют с помощью рейсмуса, кронциркуля, штангенрейсмуса, индикатора, угольника. В серийном и массовом производстве детали средних и крупных размеров обрабатывают в поворотных кондукторах. Применяют также накладные кондукторы. Инструмент с коническим хвостовиком устанавливают непосредственно в отверстие шпинделя (через переходную втулку или набор втулок) или патрон (рис. 11.38).

Рис. 11.38. Принадлежности для сверлильных работ:
а — зажимной патрон; б — вставная цапфа При обработке отверстий в несколько переходов применяют быстросменные патроны с шариковыми или кулачковыми зажимами.
Растачивание. Это технологический процесс, аналогичный сверлению, с той разницей, что в процессе работы используют резцы, а не сверла. Наиболее рационально использовать растачивание для неосесимметричных деталей типа корпусов (рис. 11.39).
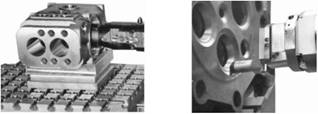
Рис. 11.39. Корпусные детали, обрабатываемые на горизонтально-расточных станках.
В отличие от растачивания на токарных станках (при котором вращается заготовка) на расточных вращательное движение Dr сообщается инструменту, поступательное Sпр — либо заготовке (рис. 11.40, а, б, г), либо инструменту (рис. 11.40, в). При этом резец крепится в специальной расточной головке, обеспечивающей большие возможности при настройке инструмента. Некоторые конструкции головок показаны на рис. 11.41.

Рис. 11.40. Схемы обработки заготовок на горизонтально-расточных станках:
а — растачивание отверстия большого диаметра и малой длины; б — обтачивание наружной цилиндрической поверхности; в — подрезание торцов; г — одновременное растачивание двух соосных отверстий; 1 — радиальный суппорт планшайбы; 2 — резец; 3 — деталь; 4 — державка; 5 — подшипник задней стойки; 6 — стол станка.

Рис. 11.41. Конструкции расточных блоков.
Расточный станок
Станок предназначен для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования. Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки и координатно-расточные станки.
Расточные станки имеют два рабочих движения: вращение инструмента (главное движение) и перемещение инструментов или заготовки (движение подачи).
Универсальный расточной станок (рис. 11.42) имеет горизонтальный шпиндель 3, смонтированный в бабке 1. Бабка перемещается вверх и вниз по неподвижной передней стойке 2. На общей станине 7 смонтированы передняя 2 и задняя 5 стойки, стол 4. В шпиндельной бабке расположены коробки скоростей и подач. Шпиндельный узел 3, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Задняя стойка 5 с подшипником 6 предназначена для поддерживания длинных расточных оправок. Подшипник 6 перемещается по задней стойке 5 синхронно со шпиндельной бабкой 1, сохраняя соосность со шпинделем.
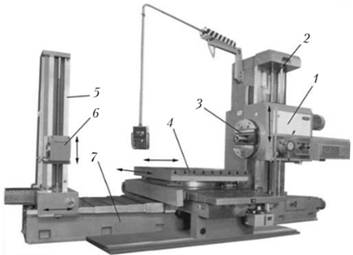
Рис. 11.42. Двухстоечный координатно-расточной станок:
1 — шпиндельная бабка; 2 — передняя стойка; 3 — шпиндель; 4 — стол; 5 — задняя стойка; 6 — подшипник; 7 — станина Поворотный стол передвигается параллельно оси шпинделя (продольное перемещение) и по направляющим каретки перпендикулярно его оси (поперечное перемещение). Наличие планшайбы с радиальным суппортом и внутреннего шпинделя, имеющих раздельные приводы, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).