Прессы профильного прессования
Профильное прессование производится на специальных гидравлических прессах. Чаще всего это прессы горизонтального типа. Пример схемы пресса для профильного прессования, приведен на рис. 4.31. Пресс состоит из станины, двух плит стола 1, стоек стола 2, передней подвижной плиты 11, задней подвижной плиты 9, колонн, соединяющих подвижные плиты (на схеме не показаны), моста 10, неподвижной плиты 7… Читать ещё >
Прессы профильного прессования (реферат, курсовая, диплом, контрольная)
Профильное прессование производится на специальных гидравлических прессах. Чаще всего это прессы горизонтального типа. Пример схемы пресса для профильного прессования, приведен на рис. 4.31. Пресс состоит из станины, двух плит стола 1, стоек стола 2, передней подвижной плиты 11, задней подвижной плиты 9, колонн, соединяющих подвижные плиты (на схеме не показаны), моста 10, неподвижной плиты 7, колонн 8, плунжера рабочего цилиндра 6, плунжера обратного хода 5, плиты плунжера обратного хода 4, тяг плунжера обратного хода 3 и гаек 12.
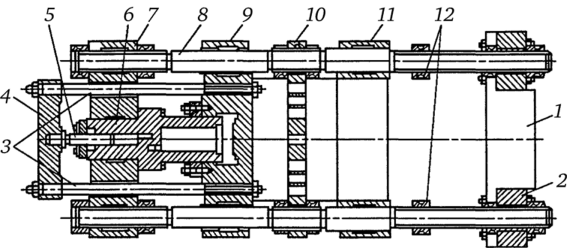
Рис. 4.31. Схема пресса для профильного прессования.
Рабочая жидкость подается в полость задней плиты 9, являющейся одновременно подвижным цилиндром, через плунжер 6, один конец которого закреплен в неподвижной плите 7, а другой конец входит через уплотнение в полость плиты 9. Под действием давления, создаваемого рабочей жидкостью, подвижные плиты 9 nil, соединенные между собой колоннами, движутся вправо и при этом перемещают пуансон, который крепится к плите 11. Пуансон передает пресс-материал в пресс-форму, установленную на плите стола 1. Цилиндр обратного хода, расположенный внутри плунжера рабочего цилиндра, находится под постоянным давлением рабочей жидкости.
Когда подвижные плиты перемещаются в крайнее правое положение, рабочий цилиндр переключается на слив. Плиты сразу начинают двигаться назад (холостой ход пресса), так как на них действует плунжер обратного хода, находящийся всегда под действием давления. Его движение сообщается подвижным плитам при помощи плиты 4 и тяг 3, соединенных с задней подвижной плитой 9.
Для ограничения хода подвижных плит и предупреждения выхода плунжера 6 из рабочего цилиндра (полости в задней подвижной плите) на колоннах 8 устанавливаются гайки 12. Эти гайки воспринимают усилие пресса в том случае, если своевременно не сработает автоматическое управление, переключающее пресс с рабочего на обратный ход.
Из основных деталей пресса к его станине крепится только неподвижная плита 7. Плита стола 1 свободно лежит в направляющих, что обеспечивает свободу перемещения ее относительно станины во время установки на прессе пресс-формы и при возможной деформации колонн во время работы пресса. Мост 10 предназначается для крепления дорнов пресс-формы.
Как видно из приведенной выше схемы, для оформления изделий на профильных прессах требуется весьма специфичный формующий инструмент. Схема подобного инструмента для получения непрерывного профиля из термореактивного материала приведена на рис 4.32. Пресс-материал из бункера 13 просыпается при холостом ходе пресса в загрузочную камеру 3, а при рабочем ходе продавливается вдоль цилиндра, при этом новые порции материала «наращиваются» на ранее полученный профиль в мундштуке и выдавливают из свободного его конца очередной участок готового изделия. Таким образом, при каждом рабочем ходе профильного пресса, осуществляемом через заданные промежутки времени, в пресс-форму подаются необходимые порции пресс-материала, а из открытого конца мундштука выдавливаются новые участки профильного изделия.
При работе как на термореактивных, так и на термопластичных материалах должна поддерживаться постоянная температура материального цилиндра и мундштука, для чего могут быть использованы различные методы термостатирования. Зоны загрузочного отверстия камеры 3 и нижнего отверстия бункера 13 должны охлаждаться во избежание образования пробки и прилипания ее к плунжеру.
Как уже было сказано, имеются вертикальные конструкции профильных прессов. На рис. 4.33 приведена схема линии для производства трубок из фторопласта Ф-4Д. Линия предназначена для производства сырых или спеченных трубок диаметром 0,3—10 мм. Паста из эмульсионного политетрафторэтилена и бензина таблетируется на гидравлической таблеточной машине 3.
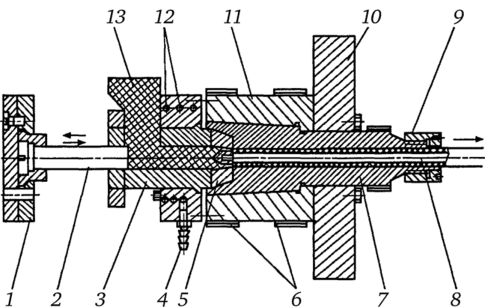
Рис. 4.32. Схема пресс-формы для профильного прессования:
- 1 — фланец крепления плунжера; 2 — плунжер; 3 — загрузочная камера;
- 4 — штуцер для подвода охлаждающей воды; 5 — дорнодержатель;
- 6 — электрообогрев; 7 — матрица; 8 — дорн; 9 — мундштук; 10 — фланец матрицы; 11 — обойма; 12 — каналы охлаждения; 13. бункер
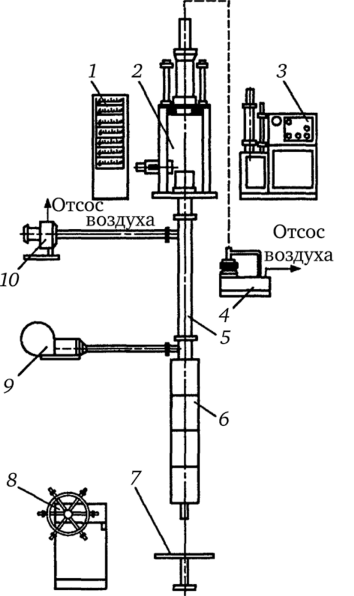
Рис. 4.33. Схема установки на базе вертикального пресса для профильного прессования:
1 — пульт управления; 2 — пресс; 3 — таблеточная машина; 4 — вакуумная установка; 5 — сушильная камера; 6 — печь для термообработки; 7 — приемный стол; 8 — намоточное устройство; 9 — калорифер; 10 — вентилятор Трубка формируется из таблетированного материала на вертикальном профильном прессе 2. Сушка сырой трубки производится горячим воздухом в сушильной камере 5, а затем фторопласт спекается в печи 6. Летучие продукты из трубок отсасываются через формующий инструмент вакуумной установкой 4. При производстве сырой трубки печь для спекания отключают.