Закон нормального распределения (закон Гаусса)
Если на точность обработки оказывают влияние только переменные систематические погрешности (например износ режущего инструмента), то распределение действительных размеров партии обработанных заготовок подчиняется закону равной вероятности, что графически изображается в виде прямоугольника с основанием 2L и высотой 0,5L (рис. 1.22). Площадь прямоугольника равна единице, что означает 100… Читать ещё >
Закон нормального распределения (закон Гаусса) (реферат, курсовая, диплом, контрольная)
Многочисленные экспериментальные исследования показали, что при обработке на настроенных станках распределение действительных размеров заготовок подчиняется закону нормального распределения, который выполняется тогда, когда на процесс одновременно действует большое число взаимно независимых случайных факторов при ничтожно малом и примерно одинаковом влиянии каждого из них без наличия доминирующих факторов.
В реальных условиях обработки на точность детали одновременно оказывает влияние большое число независимых факторов, связанных со станком, приспособлением, заготовкой, инструментом, а также внешних факторов, степень влияния которых на результат обработки примерно одинакова.
Уравнение кривой нормального распределения имеет вид.

где <�т- среднее квадратическое отклонение, которое определяется по формуле.

где Li — текущий действительный размер;
Lcp — среднее взвешенное арифметическое значение действительных размеров заготовок данной партии.

где mi — частота (количество заготовок данного интервала размеров); п — количество заготовок в партии.
На рис. 1.19 представлена кривая нормального распределения. Центр группирования размеров (ось ординат) определяется средним арифметическим Lcp действительных размеров заготовок данной партии. Кривая нормального распределения симметрична относительно оси ординат. При L{=Lcp кривая имеет максимум:

На расстоянии ±а от вершины кривая имеет две точки перегиба:

Кривая нормального распределения асимптотически приближается к оси абсцисс, и на расстоянии ±3 сг от положения вершины её ветви так близко подходят к оси абсцисс, что в этих пределах оказывается 99,73% площади, заключенной между всей кривой и осью абсцисс. При увеличении а значение ординаты утах уменьшается, а поле рассеяния w возрастает. Кривая становится более пологой и низкой, что свидетельствует о меньшей точности и большем рассеянии размеров (рис. 1.20). Таким образом среднее квадратическое отклонение а является мерой рассеяния или мерой точности.
В реальных условиях обработки под влиянием различных факторов вершина кривой распределения может смещаться по отношению к середине поля рассеяния в ту или другую сторону, а форма кривой может изменяться, в результате чего она может стать несимметричной. Смещение центра группирования размеров характеризуется величиной коэффициента относительной асимметрии, который рассчитывается математически.
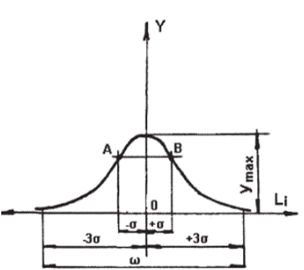
Рис. 1.19.
Кривая нормального распределения (закон Гаусса)
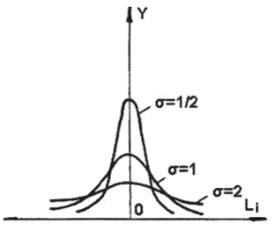
Рис. 1.20.
Влияние среднего квадратического отклонения на форму кривой
Зная номинальный размер обработки и допуск на него, по площади кривой нормального распределения можно определить процент возможного брака (рис. 1.21).
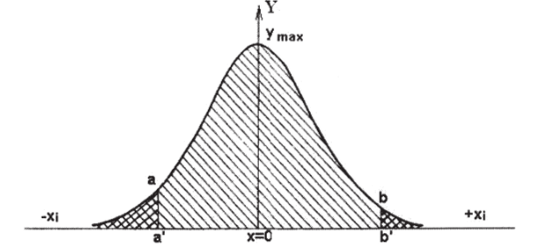
Рис. 1.21. Вероятность получения разных и бракованных деталей
Площадь, ограниченная кривой распределения, выражает в установленном масштабе полное количество обработанных заготовок данной партии. Часть площади, ограниченная вертикальными прямыми а-а' и b-b' и кривой нормального распределения (поле допуска), определяет количество годных заготовок.
Вероятность получения заготовок в границах допуска определяется отношением заштрихованной площади ко всей площади, ограниченной кривой нормального распределения, а площади, имеющие двойную штриховку, определяют количество вероятного брака заготовок. Таким образом, отнеся эти площади к общей площади кривой нормального распределения и умножив на 100, можно получить значение процента брака для данного технологического процесса.
Зная среднее квадратическое отклонение и допуск на размер, определяют коэффициенты точности:

По значениям коэффициентов Z/ и Z2 по таблицам находят соответствующие им значения площадей (P (Zi) и Ф (2^, характеризующих вероятность получения годных деталей в пределах допуска. Вероятность получения годных деталей определяется по формуле.

Далее определяют процент исправимого и неисправимого брака.
Закон нормального распределения справедлив при обработке заготовок с точностью 8, 9 и 10 квалитетов. При обработке заготовок с точностью 7 и 8 квалитетов пользуются законом равнобедренного треугольника (закон Симпсона). Графически кривая, характеризующая закон распределения, имеет вид равнобедренного треугольника с полем рассеяния:

Среднее квадратическое отклонение <�т в этом случае рассчитывается по той же формуле, что и по закону Гаусса.
Если на точность обработки оказывают влияние только переменные систематические погрешности (например износ режущего инструмента), то распределение действительных размеров партии обработанных заготовок подчиняется закону равной вероятности, что графически изображается в виде прямоугольника с основанием 2L и высотой 0,5L (рис. 1.22). Площадь прямоугольника равна единице, что означает 100% вероятность появления размера обработанной заготовки в интервале от а до Ь.
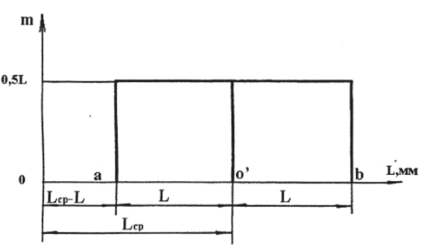
Рис. 1.22. Распределение размеров обработанных заготовок по закону равной вероятности.
Среднее арифметическое значение размера рассчитывается по формуле: 
Среднее квадратическое отклонение рассчитывается следующим образом: 
При этом фактическое поле рассеяния составит:

Закон равной вероятности справедлив при обработке заготовок с точностью по 5 и 6 квалитетам при их обработке по методу пробных ходов.
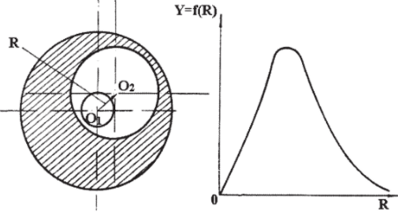
Рис. 1.23. Появление эксцентриситета (радиус-вектора R) при обработке втулки на оправке и график функции распределения размеров по закону Релея Распределение таких погрешностей, как эксцентриситет, биение, непараллельность, овальность, неперпендикулярность, разностенность, конусообразность по абсолютному значению подчиняется закону эксцентриситета (рис. 1.23), основные параметры которого определяются из следующих формул:
- • среднее арифметическое отклонение Rcp= 1,92;
- • среднее квадратическое отклонение 0 значений координат х и у конца радиус-вектора R:

Фактическое поле рассеяния величины радиус-вектора R:

Уравнение кривой распределения по закону Релея имеет следующий вид: