Процессы нагрева металла при точечной, шовной и рельефной сварке
Общим контактным сопротивлением (г,.) называют сумму контактных сопротивлений на участках электрод—деталь и деталь—деталь: При сварке двух деталей из одного и того же металла и равной толщины. Рис. 2.2. Сопротивление участка электрод—электрод. Свойства свариваемых материалов; На сопротивления гк и гд влияют: Состояние поверхности и т. д. Форма соединяемых деталей; Неравномерность нагрева; Усилие… Читать ещё >
Процессы нагрева металла при точечной, шовной и рельефной сварке (реферат, курсовая, диплом, контрольная)
Источники теплоты при сварке
Нагрев и плавление металла происходят за счет выделения теплоты на электрических сопротивлениях при прохождении через них электрического тока. Общее количество теплоты, выделяемое между электродами за время сварки (1св), определяется законом Джоуля — Ленца.

где /св (?) — мгновенное значение сварочного тока, обычно меняющееся в процессе сварки; гп (г) — общее сопротивление металла между электродами в момент времени 1 < ?с".
При сварке двух деталей из одного и того же металла и равной толщины 
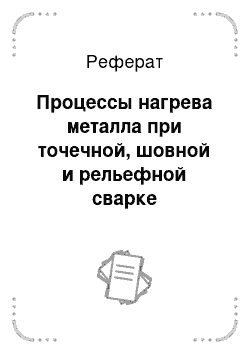
где гл — собственное активное сопротивление деталей; гэл — контактное сопротивление между электродом и деталью; гш — контактное сопротивление между деталями (рис. 2.2).

Рис. 2.2. Сопротивление участка электрод—электрод.
Общим контактным сопротивлением (г,.) называют сумму контактных сопротивлений на участках электрод—деталь и деталь—деталь:

Площадь контакта (электрод — деталь и деталь — деталь) как в течение одного цикла сварки, так и при выполнении некоторого количества точек претерпевает изменения. Условный диаметр контакта dK, изменяющийся в процессе сварки, к концу цикла становится равен диаметру рабочей поверхности (1У На электродах с плоской рабочей поверхностью края площадки в процессе работы постепенно скругляются в результате явлений износа. Диаметр контакта у электродов со сферической рабочей поверхностью значительно изменяется в процессе сварки вследствие пластической деформации свариваемого металла примерно в 1,5—2 раза с момента включения до момента выключения тока. При выполнении большого количества сварных точек на рабочей поверхности этих электродов из-за процессов деформации и износа образуется плоская площадка, а площадь контактирующей поверхности приближается к поперечной площади условного цилиндра с диаметром d, равным dr Несмотря на значительную разницу первоначальной формы электродов (плоскоконической и сферической), наблюдается тенденция к образованию наиболее устойчивой конфигурации рабочей поверхности с плоской площадкой на рабочей части и плавным переходом к цилиндрической части электрода.
Уровень контактных сопротивлений и собственного сопротивления деталей, а также динамика их изменения в процессе сварки определяет характер тепловыделения и формирование соединения. Влияние контактных и собственных сопротивлений на процесс тепловыделения целесообразно исследовать, представив уравнение (2.1) в следующем виде:

На сопротивления гк и гд влияют:
- • свойства свариваемых материалов;
- • форма соединяемых деталей;
- • усилие сжатия;
- • неравномерность нагрева;
- • состояние поверхности и т. д.
Составляющие электрических сопротивлений (2.2) рассматривают в условиях холодного (до включения сварочного тока) и горячего (при протекании сварочного тока) состояний контакта.
Холодный контакт существенного влияния на процессы, протекающие при сварке, не оказывает; в этом состоянии формируются лишь начальные контактные площадки.
Для представления процессов, протекающих при сварке, наиболее актуально исследование горячего состояния контакта (на этапе нагрева) и особенно знание конечного значения его сопротивления, которое при определенных условиях сварки, как правило, стабилизируется и определяется в конечном итоге собственным сопротивлением деталей. В конце цикла нагрева при высоких значениях температуры и давления (250−600 МПа) роль контактных сопротивлений в формировании соединения в значительной степени снижается.
Электрические поля в разных зонах участка электрод—электрод (2.2) взаимосвязаны, поэтому разделение сварочного контакта на зоны в значительной мерс условно. Аналитически учесть всю совокупность факторов, влияющих на сопротивления различных зон, чрезвычайно сложно, поэтому в большинстве случаев используют экспериментальные данные или упрощенные приближенные расчеты.