Система обозначения технологических документов по ГОСТ 3.1201-85 ЕСТД
В операционную карту вносят описание операции, расчлененной на переходы с указанием оборудования, оснастки и режимов обработки. Ее применяют в серийном и массовом производстве. К комплекту О К на все операции ТП прилагают маршрутную карту. При проектировании операций для станков с ЧПУ составляют расчетно-технологическую карту, в которую заносят необходимые данные о траектории движения инструмента… Читать ещё >
Система обозначения технологических документов по ГОСТ 3.1201-85 ЕСТД (реферат, курсовая, диплом, контрольная)
Каждому разрабатываемому технологическому документу присваивают самостоятельное обозначение (рис. 20.5).

Рис. 20.5. Структура кодов документации.
Код документа 10 141. Расшифровка показывает, что это маршрутная карта на единичный ТП механической обработки.
Обозначение операций, позиций переходов в ТП механической обработки
Переходы нумеруют последовательно в пределах каждой операции. Вспомогательные переходы обозначают заглавными буквами алфавита А, Б, В, Г, Д и т. д., технологические — цифрами 1, 2, 3 и т. д.
Позиции нумеруют арабскими цифрами для многопозиционных операций типа «Агрегатная». Правила записи технологических операций и переходов устанавливаются ГОСТ 3.1702−79 (приложение Д). Операции кодируют по технологическому классификатору (для машиностроения и приборостроения) 1.85.151.
Маршрутная карта (МК) является составной и неотъемлемой частью комплекта технологических документов, разрабатываемых на ТП изготовления или ремонта изделий и их составных частей (табл. 20.1). В соответствии с ГОСТ 3.1119−83 она содержит описание ТП изготовления и контроля детали по всем операциям и технологической последовательности. В ней указывают соответствующие данные об оборудовании, оснастке, материальных и трудовых нормативах.
Таблица 20.1
Виды технологических документов
Вид документа. | Обозначение. | Содержание документа. |
Титульный лист. | Тл. | Первый лист комплекта документов. |
Маршрутная карта ФЗ, За. (ГОСТ 3.1118−82). | М К. | Описание ТП изготовления изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастке, материальных нормативах. |
Операционная карта механической обработки Ф1, 1а (ГОСТ 3.1404−86). | ОК. | Описание технологической операции с указанием переходов, режимов обработки и данных о средствах технологического оснащения. |
Операционная карта технического контроля Ф1, 1а (ГОСТ 3.1502−85). | ОК (т.к.). | Описание контрольной операции с указанием переходов и данных о средствах контроля. |
Карта эскизов Ф7, 7а (ГОСТ 3.1105−84). | КЭ. | Эскизы, схемы, таблицы, необходимые для выполнения технологической операции. |
Технологическая инструкция Ф6,6а (ГОСТ 3.1105−84). | ТИ. | Описание режимов работы, правил эксплуатации, физических или химических явлений, возникающих при отдельных операциях. |
Ведомость оснастки. | ВО. | Перечень технологической оснастки, необходимой для выполнения данного технологического процесса. |
Инструкция по охране труда. | И О Т. | Описание мероприятий по охране труда и технике безопасности на различных операциях. |
Формы МК унифицированы и применяются независимо от типа и характера производств. Выбор и установление области применения МК зависят от видов разрабатываемых ТП, специализированных по применяемым методам изготовления и ремонта изделий.
Для единичных ТП, выполняемых с применением различных методов обработки в соответствии с ГОСТ 3.1118−82, рекомендовано следующее оформление МК: форма 1 — первый или заглавный лист (рис. 20.6); форма 1б — последующие листы; формы 1а — оборотная сторона листа.
Для типовых и групповых ТП, выполняемых с применением различных методов изготовления и ремонта, и для единичных ТП, содержащих переменную информацию карты ТП (КТП), рекомендована форма 2 — первый или заглавный лист.
При оформлении комплекта технологических документов (МК, ОК, КЭ) на процессы механической обработки согласно ГОСТ 3.1103−82 существуют общие формы и правила оформления информационных блоков основной надписи.
Для описания единичных технологических операций применяют ОК формы 2 (рис. 20.7) или 3 для первого или заглавного листа и формы 2а для последующих листов (для обработки резанием по ГОСТ 3.1404−86).
Комплект форм документов общего назначения для ТП может содержать: маршрутную и операционную карты, карту эскизов, ведомость деталей к типовому (групповому) ТП (операции) (ВТП, ВТО), сводную операционную карту (СОК) и др.
В операционную карту вносят описание операции, расчлененной на переходы с указанием оборудования, оснастки и режимов обработки. Ее применяют в серийном и массовом производстве. К комплекту О К на все операции ТП прилагают маршрутную карту. При проектировании операций для станков с ЧПУ составляют расчетно-технологическую карту, в которую заносят необходимые данные о траектории движения инструмента и режимах обработки. На ее основе разрабатывают управляющую программу станком.

Рис. 20.6. Форма маршрутной карты изготовления детали (первый или заглавный лист).
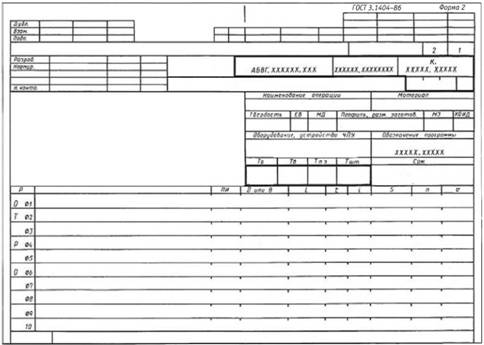
Рис. 20.7. Форма операционной карты изготовления детали.
Карты составляют на основе данных чертежей, производственной программы, спецификации, описания конструкций, ТУ и следующих руководящих и нормативных материалов: паспорта станка; каталога станков, режущих и вспомогательных инструментов; альбомов нормальных приспособлений; руководящих материалов по режимам резания; нормативов подготовительно-заключительного и вспомогательного времени.