Организация производственных потоков
Комбинирование потоков становится возможным в случаях, когда длительность операций на вспомогательных ступенях в два или несколько раз меньше, чем на основной ступени и вспомогательная ступень может обслуживать несколько потоков. При этом нет нужды каждый основной агрегат оснащать полным и обособленным комплектом вспомогательного оборудования по всему потоку, т. е. создавать локальные ступени… Читать ещё >
Организация производственных потоков (реферат, курсовая, диплом, контрольная)
Организация производства на базе принципа поточности имеет целый ряд преимуществ, в частности:
- — детальное расчленение технологического процесса способствует внедрению высокопроизводительного специализированного оборудования, комплексной механизации и автоматизации производства, быстрому обучению рабочих, в итоге — повышению производительности труда;
- — ускорение оборачиваемости оборотных средств, не задерживающихся на отдельных стадиях производственного процесса;
- — повышение ритмичности производства с его приближением к равномерному производству;
- — повышение качества продукции за счет унификации производственных операций, рабочего инструмента, специализации рабочих;
— улучшение использования основных средств, снижение себестоимости продукции.
Как уже было отмечено, производственным потоком называется систематическое и равномерное повторение циклов операций и непрерывное движение предметов труда по ступеням процесса.
Производственные потоки бывают двух форм: простые и сложные (комбинированные) потоки.
Простым является поток, протекающий в пределах одного основного агрегата (ступени) и закрепленных только за ним вспомогательных устройств (участков). В этом случае организационная форма производственного потока совпадает с рассмотренными ранее вариантами процессов, осуществляемых на нескольких ступенях с перекрытием производственных циклов. Простой производственный поток может осуществляться в двух вариантах.
Вариант 1. Поступление и выход обрабатываемых единиц продукции осуществляется по одной линии (рис. 5.19).
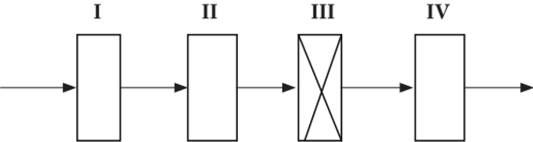
Рис. 5.19. Схема простого производственного потока в одну линию Е — основная ступень Вариант 2. Поступление, либо выход (или то и другое) осуществляется в несколько линий (рис. 5.20).
Предположим, что длительность операций на отдельных этапах потока, изображенного на рис. 5.20 составляет: I этап — 6 ед. времени, II — 2, III — 2, IV — 2 и V — 4 ед. времени. При этом операции на всех ступенях идут непрерывно. Тогда график такого процесса будет иметь следующий вид (рис. 5.21).
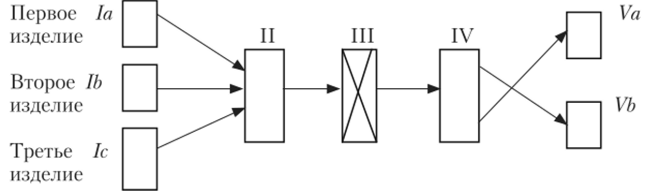
Рис. 5.20. Схема простого производственного потока в несколько линий.
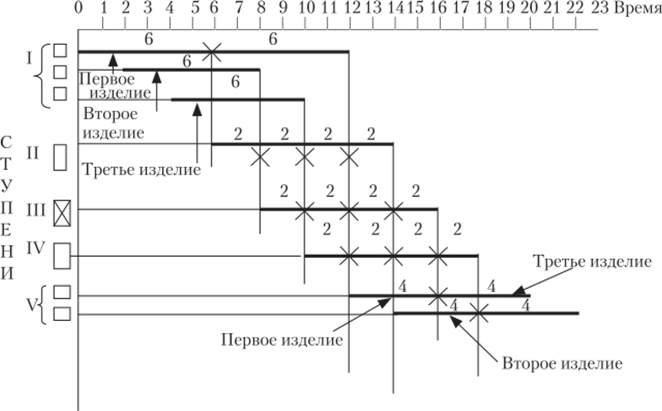
Рис. 5.21. График простого производственного потока в несколько линий Особенностью простых потоков является то, что производственный процесс по изготовлению определенной продукции осуществляется на данном агрегате (ступени) и его вспомогательных участках независимо от других агрегатов, на которых совершаются аналогичные или другие производственные процессы. Для простых потоков обязательным условием является наличие закрепленных только за данным агрегатом (ступенью) вспомогательных участков и оборудования, обслуживающих только данный агрегат.
Организация процесса в форме простого производственного потока реализуется в случаях, когда время операций на основной ступени равно или меньше времени операций на других ступенях процесса. В этом случае на вспомогательных ступенях, вследствие их полной загруженности по одному потоку, исключена возможность параллельного выполнения операций для другого, даже совершенно аналогичного, потока.
Преимуществом простого потока является возможность свободного маневрирования и проведения тех или иных мероприятий по улучшению организационной формы процесса в пределах лишь одного основного агрегата и обслуживающих его вспомогательных участков. При этом любые изменения в организации простого производственного потока могут быть проведены независимо от аналогичных потоков, осуществляемых на других основных агрегатах. Производительность в условиях простого потока определяется только тактом данного процесса.
Таким образом, простой производственный поток, как форма организации производственного процесса, является наиболее рациональной и легко поддающейся регулированию системой, что обеспечивается его полной независимостью от других потоков.
Сложными (комбинированными) производственными потоками называются потоки, протекающие по линии двух и более основных агрегатов (ступеней) и имеющие сквозные вспомогательные ступени (участки).
При этом каждый производственный поток осуществляется применительно к одному основному агрегату, но на отдельных стадиях этот поток совершается на ступенях (участках), одновременно обслуживающих два и более потока (рис. 5. 22).
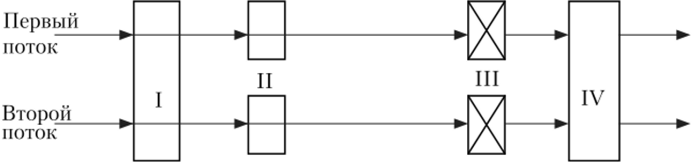
Рис. 5.22. Схема сложного потока с двумя сквозными ступенями.
(I и IV).
В сложных производственных потоках имеется технологическая связь операций, протекающих по линии одного основного агрегата (связь по вертикали), и одновременно организационная связь между потоками, протекающими по линии нескольких аналогичных агрегатов (связь по горизонтали). Производственные потоки, организационно связанные по вертикали (каждый) и по горизонтали (все вместе) требуют увязки и регламентации операций на каждом участке — ступени не только по линии своего потока, но и аналогичных операций других потоков.
В комбинированных (сложных) потоках, в отличие от простых, не все вспомогательные участки — ступени локальны, т. е. обслуживают только один поток и закреплены за одним основным агрегатом. Имеются еще и сквозные участки, обслуживающие несколько потоков, протекающих по разным основным агрегатам. Таким образом, комбинированные потоки становятся зависимыми друг от друга.
Комбинирование потоков становится возможным в случаях, когда длительность операций на вспомогательных ступенях в два или несколько раз меньше, чем на основной ступени и вспомогательная ступень может обслуживать несколько потоков. При этом нет нужды каждый основной агрегат оснащать полным и обособленным комплектом вспомогательного оборудования по всему потоку, т. е. создавать локальные ступени. Это было бы экономически нецелесообразно и, кроме того, потребовало бы дополнительных производственных площадей для размещения оборудования.
При комбинировании двух потоков возможно различное количество сквозных ступеней, а следовательно могут быть различные варианты организации потоков.
Рассмотрим вариант комбинирования двух потоков, представленный на рис. 5.22. При равной продолжительности отдельных операций, а, следовательно, и цикла в комбинируемых потоках и при условии, что время операций на сквозных ступенях равно R/2 (где R — такт одного потока, а 2 — количество основных ступеней), наибольшая производительность достигается при непрерывном протекании операций, как это показано на рис. 5.23.
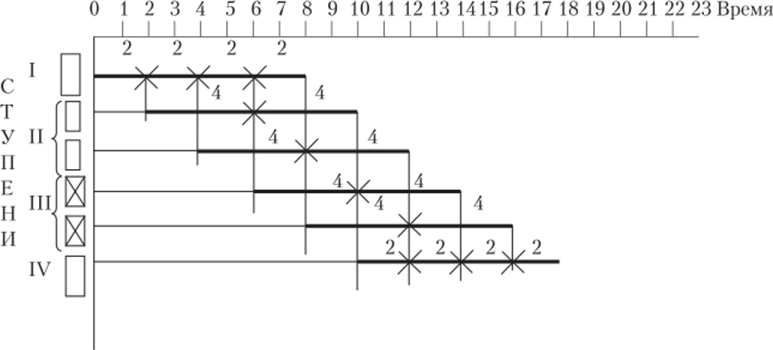
Рис. 5.23. График комбинирования двух потоков (в соответствии со схемой, представленной на рис. 5.22).
Синхронизация данных потоков достигается при условии, что один поток сдвинут во времени по отношению к другому на величину, равную R/2. Если же время операций на сквозной ступени меньше величины R/2, синхронизация потоков также может быть обеспечена, но при условии, что время операций на сквозной ступени в сумме с интервалом на этой же ступени не будет превышать величины R/2. В противном случае будет нарушена непрерывность работы основной ступени того или иного потока.
Следует отметить, что если на вспомогательных ступенях операции включаются параллельно (т.е. для каждого потока отдельно) и независимо друг от друга, комбинирования потоков уже не происходит — оба потока осуществляются как простые и не связанные друг с другом. Наличие вспомогательного участка, но с двумя самостоятельными ступенями, не дает основания отнести потоки к комбинированным. В таких случаях в каждом потоке все ступени являются локальными.
При комбинировании многих (более двух) потоков возможны многообразные варианты в зависимости от числа сквозных ступеней, схемы организации потоков и смещения во времени каждого из потоков по отношению к другим.
Комбинирование многих потоков может быть:
однотипным, при котором все сквозные ступени являются общими для всех потоков;
— неоднотипным, при котором определенная сквозная ступень (ступени) является общей не для всех потоков, а только для их части (в связи с чем таких узловых ступеней несколько), другие же сквозные ступени являются общими для всех потоков.
Вариант однотипного комбинирования четырех потоков представлен на рис. 5.24.
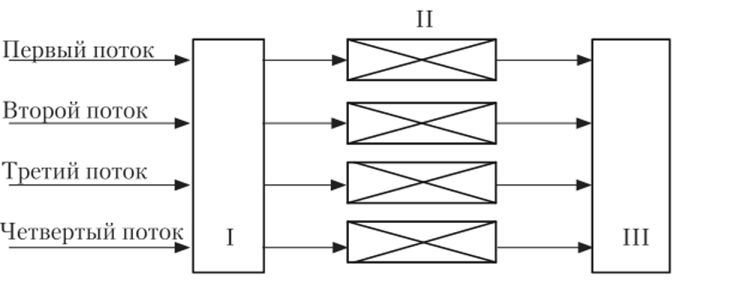
Рис. 5.24. Схема однотипного комбинирования четырех потоков.
В варианте на рис. 5.24 основная ступень вторая; первая и третья — сквозные. Предположим, что продолжительность операций цикла во всех четырех потоках на локальных и сквозных ступенях одинакова. Тогда при непрерывном протекании процесса, как в одном потоке, так и при комбинировании потоков, продолжительность операций на сквозных ступенях не превышает величину R/4 (где 4 — число потоков). На каждой сквозной ступени операции отдельных потоков выполняются последовательно с чередованием, которое может соответствовать (или не соответствовать) порядку расположения основных агрегатов.
При чередовании, соответствующем порядку расположения основных агрегатов, график данного комбинирования будет выглядеть следующим образом (рис. 5.25).
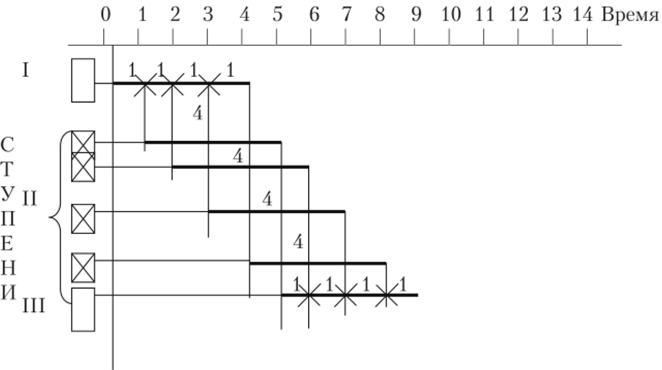
Рис. 5.25. График однотипного комбинирования четырех потоков (в соответствии со схемой на рис. 5.24).
Производительность в рассмотренном варианте комбинирования по каждому потоку определяется тактом, равным времени операций на основной ступени. Общий для всех потоков такт равен длительности операций одного цикла на любой сквозной ступени.
Неоднотипное комбинирование происходит при ситуации, когда отдельные сквозные участки — ступени обслуживают не все потоки, а лишь их группу (основных агрегатов). В этом случае комбинированные потоки группируются, но отдельным узлам (рис. 5.26).
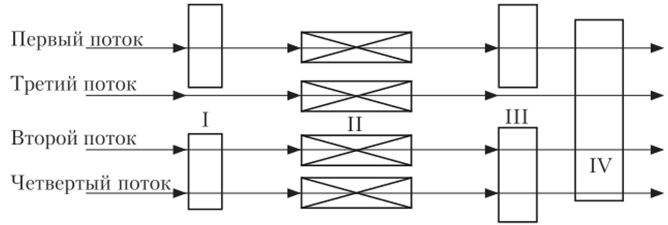
Рис. 5.26. Схема неоднотипного комбинирования четырех потоков.
Допустим, что в случае, изображенном на рис. 5.26, продолжительность операций на основной (второй) ступени превышает время операций на сквозной (четвертой) ступени в 4 раза и на узловых (первой и третьей) — в 2 раза. Такое соотношение позволяет организовать непрерывную работу, как по каждому потоку, так и по всем четырем комбинированным потокам.
Для того, чтобы на основных ступенях процесс протекал непрерывно, необходимо непрерывно осуществлять операции и на всех вспомогательных ступенях. Это можно обеспечить, если потоки будут чередоваться на общей (четвертой) ступени через отрезки времени, равные R/A (4 — число потоков, проходящих через сквозную ступень), а на узловых (первой и третьей) ступенях через отрезки, равные R/2 (2 — число потоков, проходящих через узловые ступени).
Если включение потоков не чередуется по узловым ступеням, а вначале два потока проходят через одну узловую ступень, а затем два остальных потока проходят через вторую узловую ступень, непрерывность на основных и сквозных ступенях не обеспечивается (рис. 5.27). При соблюдении чередования потоков по узловым ступеням в соответствии с рис. 5.26 график будет выглядеть следующим образом (рис. 5.28).
При этом обеспечивается непрерывное протекание процесса на всех ступенях и прямоточность (непересечение) потоков. Потоки в данном случае идут по основным агрегатам в следующем порядке: 1—3 — 2—4.
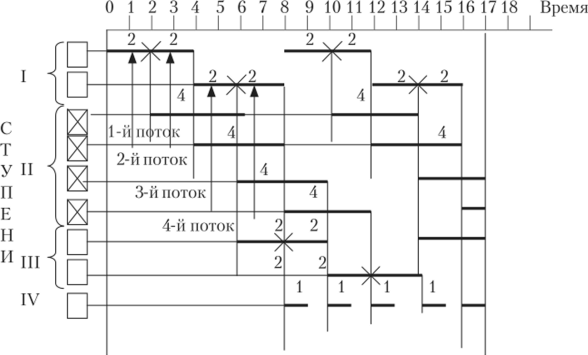
Рис. 5.27. График неоднотипного комбинирования четырех потоков без чередования операций по узловым ступеням.
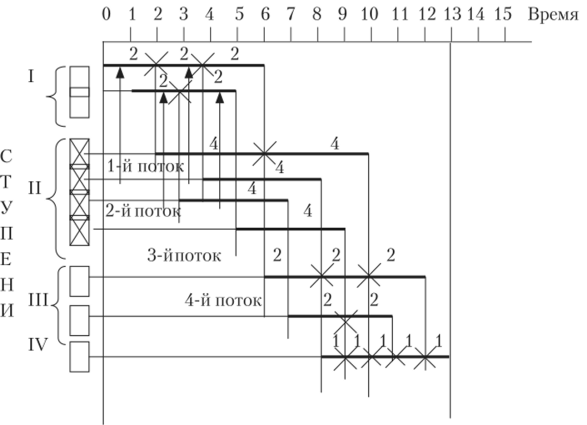
Рис. 5.28. График неоднотипного комбинирования четырех потоков с чередованием операций по узловым ступеням.
Комбинирование потоков с неодинаковой продолжительностью циклов может быть в случаях, когда по отдельным потокам средняя продолжительность цикла и составляющих его операций, протекающих на ступенях, неодинакова.
Например, комбинируются два потока с продолжительностью операций на ступенях, представленной в табл. 5.3.
Таблица 5.3
Продолжительность операций на ступенях, ед. времени.
Ступень. | Первый поток. | Второй поток. |
I. | ||
II. | ||
III (основная). | ||
IV. | ||
V. |
Схема такого комбинирования представлена на рис. 5.29.
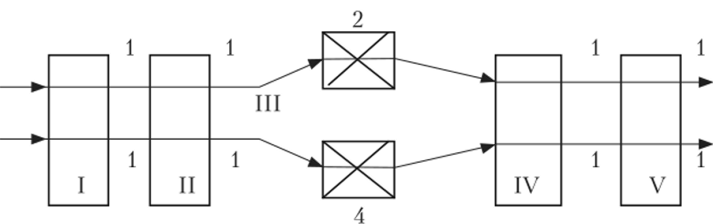
Рис. 5.29. Схема комбинирования двух потоков с неодинаковой продолжительностью циклов.
При заданных условиях такт по каждому потоку будет разным. Последовательное выполнение операций на вспомогательных ступенях возможно лишь в том случае, если продолжительность операций на них равна или меньше величины, равной tmin/2, а также, если величины tmin и ?1пах кратны между собой (?min и tmax — минимальная и максимальная длительность операций на основных ступенях потоков).
При смещении потоков на величину, равную ?min/2, обеспечивается непрерывное протекание операций на основных (III) локальных ступенях и последовательное выполнение операций для каждого потока на сквозных вспомогательных ступенях, что видно из графика на рис. 5.30.
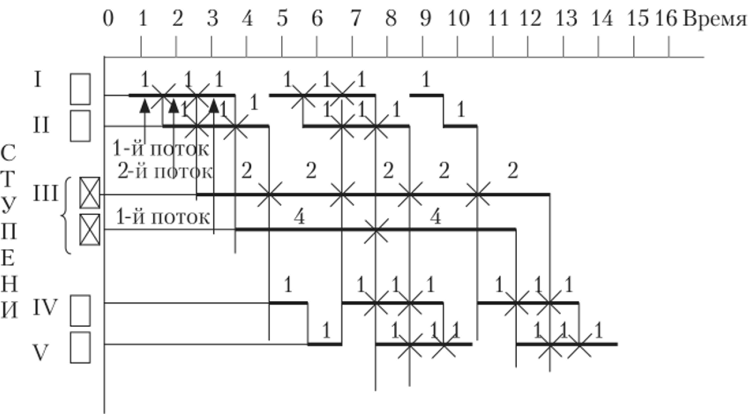
Рис. 5.30. График неоднотипного комбинирования двух потоков с неодинаковой продолжительностью циклов.
При кратности величин тактов и при длительности операций на вспомогательных ступенях, равной ?min/2, на каждой вспомогательной ступени после операций по трем потокам (двум с тактом, равным i?min и одному с тактом J?max) наступает перерыв, равный Rmin/2. При возрастании кратности величин тактов количество перерывов на вспомогательных ступенях увеличивается.
Производительность в рассмотренном случае по каждому потоку определяется соответствующим тактом (для первого потока он равен 2 ед. времени, для второго — 4 ед.). По двум потокам единый такт, определяющий производительность, отсутствует, поскольку такты каждого потока разные.
В тех случаях, когда величины тактов в двух комбинируемых потоках не кратны между собой, даже при наиболее благоприятных условиях (когда продолжительность операций на вспомогательных ступенях не превышает величины tmin/2), последовательное выполнение операций на всех вспомогательных ступенях не обеспечивается.
При комбинировании многих потоков с неодинаковой продолжительностью циклов вспомогательные ступени могут обслужить все основные агрегаты с последовательным выполнением операций лишь в том случае, если продолжительность операций для каждого потока не превышает величины t/n (t — длительность операций на основной ступени, п — число потоков).