Проверка точности строгальных и долбежных станков в работе
Для проверки поперечно-строгального станка в работе используют предварительно обработанный образец из чугунной отливки или из стали с размерами сечения не менее 100×100 мм и длиной не менее 0,6 длины хода ползуна. Проверка соответствия нормам геометрической точности станка также производится до снятия образца со станка после чистового строгания. А, Б, Г, Д — обрабатываемые поверхности Допускается… Читать ещё >
Проверка точности строгальных и долбежных станков в работе (реферат, курсовая, диплом, контрольная)
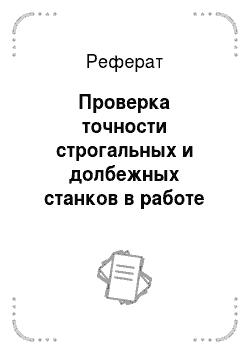
Для проверки точности продольно-строгального станка в работе применяют чугунный образец-изделие (рис. 17.3), у которого поверхность Г должна быть окончательно обработана, а поверхности А, Б и Д, подлежащие обработке на данном станке, — предварительно обработаны.
Для обработки поверхностей, А и Б образец-изделие укрепляют в средней части стола в продольном направлении. Обработку этих поверхностей осуществляют с одного суппорта, установленного на поперечине, а обработку поверхности Д — с бокового суппорта.
Размеры чугунного образца-изделия должны удовлетворять следующим соотношениям: В{ > 0,3В I, > 0,6 L; Н{ > Я, но не более 600 мм; h > 0,45Яр /?1 > 0,15А, где L — длина стола; В, Я — соответственно наибольшая ширина и высота обрабатываемого изделия.

Рис. 17.3. Образец-изделие для проверки точности продольно-строгальных станков в работе:
А, Б, Г, Д — обрабатываемые поверхности Допускается применение двух или нескольких образцов с меньшими размерами (кроме А) одинакового поперечного сечения. В этом случае образцы устанавливают в 1—3 ряда по ширине и длине с расстоянием между ними, не превышающим шаг измерения.
Проверка соответствия нормам геометрической точности станка производится после чистового строгания поверхностей А, Б и Д до снятия образца-изделия со станка.
Для проверки поперечно-строгального станка в работе используют предварительно обработанный образец из чугунной отливки или из стали с размерами сечения не менее 100×100 мм и длиной не менее 0,6 длины хода ползуна. Проверка соответствия нормам геометрической точности станка также производится до снятия образца со станка после чистового строгания.
Точность долбежного станка в работе оценивается по точности обработанного образца-изделия.
Для проверки берут образец из чугунной отливки или стали высотой не менее 0,6 наибольшей длины перемещения долбяка со следующими размерами обрабатываемой части поверхности:
Максимальная длина перемещения долбяка, мм… | До 200. | 200−500. | 500−800. | Свыше 800. |
Размеры обрабатываемой части образца, мм, не менее… | 50×50. | 150×150. | 300×300. | 500×500. |
У заготовки образца-изделия основание должно быть обработано чистовым строганием, а боковые поверхности — получистовым. Ее устанавливают и закрепляют на столе долбежного станка; обработку (чистовое долбление) производят с одного установа. После этого проверяют плоскостность обработанных поверхностей, перпендикулярность боковой поверхности основанию и перпендикулярность боковых поверхностей друг другу.
Методы проверки этих параметров аналогичны методам проверки геометрической точности долбежного станка (см. параграф 16.3). Допуски отклонения по всем трем проверкам одинаковы:
Длина перемещения долбяка, мм… До 200 200—500 500—800 Свыше 800.
Допуск, мкм… 16 80 65 50.