Дуговая сварка в защитных газах
Кислым газом). Чаще всего применяют аргон, углекислый газ и смесь аргона или углекислого газа с кислородом, поставляемые в баллонах (табл. 2.12). Инертные газы обеспечивают формирование высококачественного шва при сварке сталей неплавящимся электродом, а алюми; Заготовка; 2 — присадочный пруток (проволока); 3 — дуга; 4 — корпус; 5 — мундштук; 6 — рукоятка; 7 — источник питания; 8 — электрод; 9… Читать ещё >
Дуговая сварка в защитных газах (реферат, курсовая, диплом, контрольная)
В этом случае при выполнении дуговой сварки дуга и расплавляемый металл, а иногда и остывающий шов находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств.
Способы дуговой сварки в защитных газах (рис. 2.22) классифицируют по характеру воздействия дуги на свариваемый металл, виду тока, дуги, электрода и защитного газа, степени механизации процесса и наличию присадочного материала или флюса.
По характеру воздействия дуги на металл заготовок и виду электродов различают сварку однофазной дугой косвенного действия и двумя неплавящимися электродами (сварка металлов толщиной до 0,5 мм), трехфазной дугой и неплавящимися электродами (3 мм и более), дугой прямого действия и неплавящимся электродом (1,0… 3,0 мм), а также дугой прямого действия и плавящимся электродом (0,8… 1,0 мм).
В качестве защитных газов используют инертные (аргон, гелий) и активные газы или их смеси (углекислый газ, азот, водород, смеси аргона с кислородом, водородом, азотом или угле;
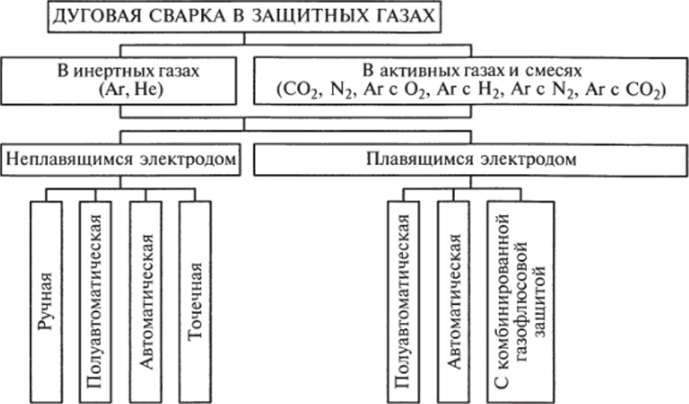
Рис. 2.22. Классификация способов дуговой сварки в защитных газах.
кислым газом). Чаще всего применяют аргон, углекислый газ и смесь аргона или углекислого газа с кислородом, поставляемые в баллонах (табл. 2.12). Инертные газы обеспечивают формирование высококачественного шва при сварке сталей неплавящимся электродом, а алюми;
Таблица 2.12.
Характеристики поставляемых защитных газов
Защитный газ. | Степень чистоты, %. | Свариваемые материалы. | Окраска баллона. | Давление газа в заряженном баллоне, МПа. |
Аргон. | 99,992 (высший сорт). | Химически активные и тугоплавкие металлы и сплавы. | Серая. | 15 (в сжатом газообразном состоянии). |
99,987 (первый сорт). | Легированные и высоколегированные, жаропрочные и жаростойкие стали. | |||
Углекислый газ. | 99,5 (сварочный газ). | Углеродистые и низколегированные стали. | Черная. | 7 (в сжиженном состоянии). |
98,5 (пищевой газ). | —. |
ниевых сплавов — плавящимся. Гелий по сравнению с аргоном способствует более устойчивому горению дуги и проплавлению металла на большую глубину.
Смесь аргона (65%) и гелия (35%) обеспечивает незначительное разбрызгивание металла, глубокое проплавление и высокую устойчивость дуги. Указанная смесь имеет более низкую стоимость, чем чистый гелий.
Применение активных газов связано с их меньшей стоимостью по сравнению со стоимостью аргона или гелия.
Наличие свободного кислорода в газовой атмосфере при термическом разложении углекислого газа приводит к снижению содержания углерода в металле шва и окислению металла (в этом случае требуется добавка в зону шва раскислителей). Избыточное количество кислорода в смесях уменьшает разбрызгивание металла.
Схемы горелок для сварки неплавящимся электродом приведены на рис. 2.23.
Дуга 3 прямого действия (рис. 2.23, а) горит между неплавящимся (вольфрамовым) электродом 8 и заготовками /. Питание дуги осуществляется от источника 7через токопроводящий мундштук 5. Мундштук электрически изолирован от корпуса 4 горелки. Подача защитного газа 9 осуществляется по каналу рукоятки 6, выполненной из диэлектрического материала. Для питания сварочной ванны жидким металлом используется присадочный пруток 2, который подают в дугу и перемещают вручную.
Для повышения производительности сварки применяют головку с механической подачей присадочной проволоки в зону сварки.

Рис. 2.23. Схемы ручной (а) и полуавтоматической (6) горелок для сварки неплавящимся электродом:
- 1 — заготовка; 2 — присадочный пруток (проволока); 3 — дуга; 4 — корпус; 5 — мундштук; 6 — рукоятка; 7 — источник питания; 8 — электрод; 9 — защитный газ; 10 — ванна расплавленного металла; 11 — роликовый механизм; 12— кассета; 13 — патрубок; 14 — сварной шов
- (рис. 2.23, б). Дугу зажигают между заготовками и неплавящимся электродом. Источник питания обеспечивает постоянное напряжение сварки и высокочастотное импульсное напряжение зажигания дуги. На сварочную проволоку напряжение подается через контактный мундштук. Защитный газ из баллона поступает через редуктор в зону сварки по патрубку 13. Присадочная проволока 2, намотанная на кассету /2, подается в зону сварки роликовым механизмом У У. Применение механической подачи присадочной проволоки позволяет создавать сварочные полуавтоматы (перемещение головки производится вручную) или автоматы (снабжены механизмом перемещения сварочной головки).
Горелки для сварки плавящимся электродом отличаются от горелок для сварки неплавящимся электродом наличием роликового механизма подачи омедненной сварочной проволоки, находящейся на кассете.